

















فهم قوة الختم وعرض الختم
ما هي قوة الختم في التغليف؟
قوة الإغلاق هي القوة الميكانيكية المطلوبة لفصل الطبقات المرتبطة من عبوة. وهي المؤشر الأساسي لمدى اندماج آلة التغليف المواد البلاستيكية الحرارية—مثل PE، PP، أو ماي لار—معاً. في سياق العمليات الصناعية، يحدد هذا المقياس قدرة العبوة على تحمل الإجهادات الخارجية أثناء الشحن والمناولة والتخزين.
بالنسبة للمشغلين الذين يستخدمون آلة ختْم مستمرة, ، ليست قوة الختم مجرد التصاق؛ إنها نتيجة لنقل حراري دقيق. يتم تكوين الرابط عندما يصل المادة إلى نقطة الانصهار المحددة لها، وتتدفق معاً، ثم تتصلب تحت الضغط. يعتمد الختم عالي الجودة على قوة شد نطاق أن هذه الرابطة يتجاوز الإجهاد الناتج عن وزن المنتج، والذي يمكن أن يتراوح من عناصر البيع بالتجزئة الخفيفة إلى الأحمال الصناعية الثقيلة 5 كجم.
العلاقة بين عرض الختم وسلامة الوصل
عرض الختم عامل حاسم في تحديد الاعتمادية الكلية للعبوة. فبينما يوفر الختم الأوسع عادةً حاجزاً أكبر ضد التسربات،, سلامة الوصل تعتمد بشكل كبير على اتساق تطبيق الحرارة عبر ذلك العرض. تستخدم آلتنا كتل تسخين من النحاس الخالص لضمان توزيع درجة الحرارة بشكل موحد، مما يمنع النقاط الضعيفة بغض النظر عن العرض المختار.
- أختام 6 مم: الأفضل مناسبة للأفلام الخفيفة (0.02–0.05 مم) وتغليف التجزئة الصغيرة حيث تكون تقليل استخدام المادة والحفاظ على جمالية أنيقة من الأولويات.
- أختام 10 مم: المعيار الصناعي لـ آلة ختْم مستمرة. يقدم هذا العرض توازناً قوياً بين القوة والنظافة البصرية، مناسب لمعظم التطبيقات المتوسطة الحمل (1 كجم–3 كجم).
- أختام 12 مم: مصممة لمتطلبات الاستخدامات الشاقة، السوائل، أو المساحيق. السطح الإضافي يعزز مقاومة الانفجار ويقلل بشكل كبير من مخاطر مسارات التلوث أو “تسريبات القناة” في منطقة الختم.
لماذا الختم الصحيح حاسم لسلامة المنتج
الختم الآمن هو خط الدفاع الأول ضد تدهور البيئة والتلوث. بالنسبة للمنتجات التي تتطلب صلاحية طويلة، مثل المواد الغذائية في رقائق الألومنيوم أو الأكياس المركبة،, سلامة الختم غير قابل للتفاوض. فشل الختم يسمح بدخول الرطوبة والأكسجين والبكتيريا، مما يؤدي إلى التلف السريع أو فشل المنتج.
بعيداً عن الحفظ، يضمن الختم الصحيح وجود أدلة التلاعب واحتواء مادي. في عمليات الإنتاج عالية الحجم، استخدام جهاز ذو تنظيم درجة حرارة مستقر (0-300°C) وضغط قابل للتعديل يضمن أن كل عبوة تغادر الخط وهي مختومة بشكل محكم. هذه الاتساق يحمي سمعة العلامة التجارية من خلال منع التسريبات وضمان أن المستهلك النهائي يحصل على المنتج كما هو مقصود بالضبط.
العوامل الرئيسية التي تؤثر على قوة وجودة الختم

تحقيق عبوة موثوقة ليس مجرد الضغط على زر؛ بل يتطلب موازنة عدة متغيرات تقنية. سواء كنا نتابع خط إنتاج عالي الحجم أو عملية دفعة صغيرة، فهم ميكانيكا الختم أمر أساسي لمنع فقدان المنتج. نحن نصمم آلتنا لتمنح المشغلين سيطرة كاملة على هذه العوامل الحرجة لضمان الاتساق سلامة الختم.
درجة حرارة الختم ووقت الإقامة
العلاقة بين الحرارة والزمن هي أساس أي عملية ختم حراري. إذا كانت الحرارة منخفضة جدًا، لن يصل المادة إلى نقطة ذوبانها، مما ينتج عنه ختماً لاصقًا ضعيفاً يفشل تحت الضغط. إذا كانت عالية جدًا، تتدهور المادة، فتصبح هشة أو محترقة.
- نطاق الحرارة: توفر أختامنا الحزامية المستمرة نطاقاً قابلاً للتعديل من 0-300° م (392°F). يتيح هذا النطاق الواسع ضبطاً دقيقاً اعتماداً على نقطة انصهار المادة.
- الاتساق الحراري: نستخدم كتل تسخين من النحاس الخالص في سلسلة FR-900. يوفر النحاس توصيلاً حراريًا فائقاً مقارنة بالصلب القياسي، مما يضمن بقاء الحرارة مستقرة حتى أثناء التشغيل المستمر السريع.
- زمن الإقامة: يحدد هذا بناءً على سرعة الناقلة، والتي يمكن تعديلها من 0-12م/د. فكلما كانت السرعة أبطأ زاد زمن الإقامة، مما يسمح بنقل المزيد من الطاقة الحرارية إلى الأفلام الأكثر سماكة (حتى 0.80 مم)، بينما تزيد السرعات الأسرع من معدل الإنتاج للمواد الأرق.
ضغط الختم وتوزيع القوة
تذوب الحرارة المادة، لكن القوة هي ما يدمج الطبقات معًا. بدون قوة كافية، حتى البلاستيك المصهور لن يشكل رابطة متماسكة. في أجهزة الختم المستمرة بحزام، تلعب عجلة الضغط دورًا حيويًا في ضغط الفيلم المسخن أثناء مروره عبر وحدات التبريد.
- التوحيد: ضغط متسق عبر كامل عرض الختم (موحد عند 6 مم، 10 مم، أو 12 مم) يمنع وجود فراغات هوائية ونقاط ضعف.
- التعديل: يجب معايرة الضغط وفق سماكة الحقيبة. الحاويات المركبة الأكثر سماكة تتطلب ضغطًا أعلى لضمان اندماج طبقات الختم الداخلية تمامًا، مما يؤثر مباشرةً على قوة شد جودة التعبئة النهائية.
اختيار المواد وخصائص الحاجر
مواد التغليف المختلفة تتفاعل بشكل مختلف مع الحرارة والضغط. إعداد مناسب لسه-compatible polyethene البولي إثيلين (PE) قد يفشل على طبقة متعددة من اللواصق. فهم الخصائص الحرارية المحددة للمادة أمر أساسي لإعداد الجهاز بشكل صحيح.
- الأفلام البلاستيكية (PE/PP): غالبًا ما تتطلب درجات حرارة أدنى وسرعات أسرع.
- اللامينات والرقائق: مواد مثل رقائق القصدير بكميات كبيرة أو ماي لار تعمل كموصلات حرارية. تتطلب إعدادات حرارة أعلى وسرعات ناقل أبطأ لدفع الحرارة عبر طبقة المعدن إلى واجهة الملد.
- السماكة: آلاتنا تتعامل مع الأفلام من 0.02مم إلى 0.80مم. كلما زادت السماكة، زادت المقاومة لنقل الحرارة، مما يستلزم إجراء تعديلات للحفاظ على أقل قوة إغلاق.
الظروف البيئية والتلوث
حتى مع ضبط الماكينة بشكل مثالي، يمكن للعوامل الخارجية أن تعرقل الإغلاق. في البيئات الصناعية، غالباً ما يُغفل عن نظافة منطقة الإغلاق لكنها حاسمة.
- التلوث: الغبار أو المسحوق أو الشحم أو السائل في منطقة الإغلاق يعمل كحاجز يمنع لحام الطبقات البلاستيكية. هذه مشكلة شائعة لوجود تسريبات في القنوات.
- تآكل المكوّن: المُتآكل أحزمة تفلون يمكن أن يؤدي إلى توزيع حرارة غير متساوٍ أو مشاكل في نقل النسيج. تفتيش منتظم لأشرطة الإغلاق يضمن ألا تتلف البلى البيئي جودة الناتج النهائي.
المعايير الصناعية لاختبار قوة الإغلاق
في عالم التعبئة والتغليف، التخمين ليس خياراً. نعتمد على المعايير المعمول بها لضمان أن الإغلاقات التي تنتجها أجهزتنا—سواء كانت آلة إغلاق مستمرة أو وحدة تفريغ—يمكنها تحمل مخاطر سلسلة الإمداد الواقعية. الالتزام بهذه البروتوكولات ASTM يضمن سلامة الختم و يحمي سمعة علامتك التجارية.
ASTM F88: طريقة الاختبار القياسية لقوة الإغلاق
هذا هو المعيار الصناعي لقياس قوة شد قوة الإغلاق. يشتمل ASTM F88 على قطع شريط بوصة واحدة من المادة المختومة وسحبها معاً بسرعة مضبوطة لقياس القوة اللازمة لفصل الطبقات.
- التقنية: طريقة الدعم الذيل (التقنية A، B، أو C) تحدد كيفية دعم المادة أثناء السحب.
- الأهمية: تخبرنا إذا كانت إعدادات الحرارة والضغط ووقت الإقامة على جهاز الإغلاق كافية للمادة المستخدمة.
للأعمال التي تستفيد من مادة البولي إيثيلين لتغليف المواد الغذائية, يثبت اجتياز اختبار ASTM F88 أن الرابطة الكيميائية قوية بما يكفي لمنع الفتح العرضي مع بقاء الوظائفية للمستخدم النهائي.
ASTM F1140 و F2054: طرق اختبار الانفجار
بينما تختبر اختبارات الشد جزءًا محددًا من الختم،, اختبار الانفجار يقيم قدرة العبوة بأكملها على تحمل الضغط الداخلي.
- ASTM F1140: هذا اختبار غير مقيد حيث يتم تضخيم العبوة حتى تفشل. يحدد أقوى نقطة في الختم أو المادة.
- ASTM F2054: هذا يستخدم ألواح مقيدة للحد من توسع العبوة، مسببًا توترًا مباشرًا على محيط الختم.
هذه الاختبارات حاسمة لتحديد أقل قوة إغلاق المطلوب لمنع الانفجارات أثناء تغيّر الارتفاع أو الضغط المادي أثناء النقل.
ASTM F2824: الاختبار الميكانيكي للأغطية القابلة للكشف
للعبوات الصلبة المحكمة الإغلاق بأغطية مرنة، تقيس ASTM F2824 القوة الميكانيكية اللازمة لفصل الغطاء عن الصينية. يركّز هذا المعيار على التوازن بين إغلاق آمن وراحة المستهلك. وهو مهم بشكل خاص عندما فهم دور ورق الألمنيوم في التغليف, حيث يجب أن توفر أغطية الورق غلافًا محكمًا دون أن تكون قابلة للفتح بسهولة. نستخدم هذه البيانات لضبط إعدادات الحرارة بدقة، لضمان تفعيل طبقة اللصق بشكل صحيح دون تَلحيم زائد.
كيفية قياس وحساب قوة الختم

لضمان أن أجهزة الختم الصناعي لدينا، مثل سلسلة FR-900، تقدم سلامة الختم المطلوب للنقل الآمن، لا يمكننا مجرد التخمين. نحتاج إلى بيانات ملموسة. تشمل قياس قوة الختم تحضيرات محددة وطرق حسابية لتحديد ما إذا كان الربط يفي بالمتطلبات أقل قوة إغلاق للتطبيق الخاص بك.
اختبار تحضيرات العينة والتقنيات (A، B، و C)
ابدأ بالحصول على بيانات دقيقة من خلال كيفية cut العينة. أوصي دائمًا بقطع شريحة موحدة تقطع بشكل عمودي على الختم، عادة بعرض 1 بوصة (25.4 مم) أو 15 مم، اعتمادًا على المعيار الذي تتبعه. يجب أن تكون الحواف نظيفة وخالية من الأخاديد لتجنب التمزق المبكر.
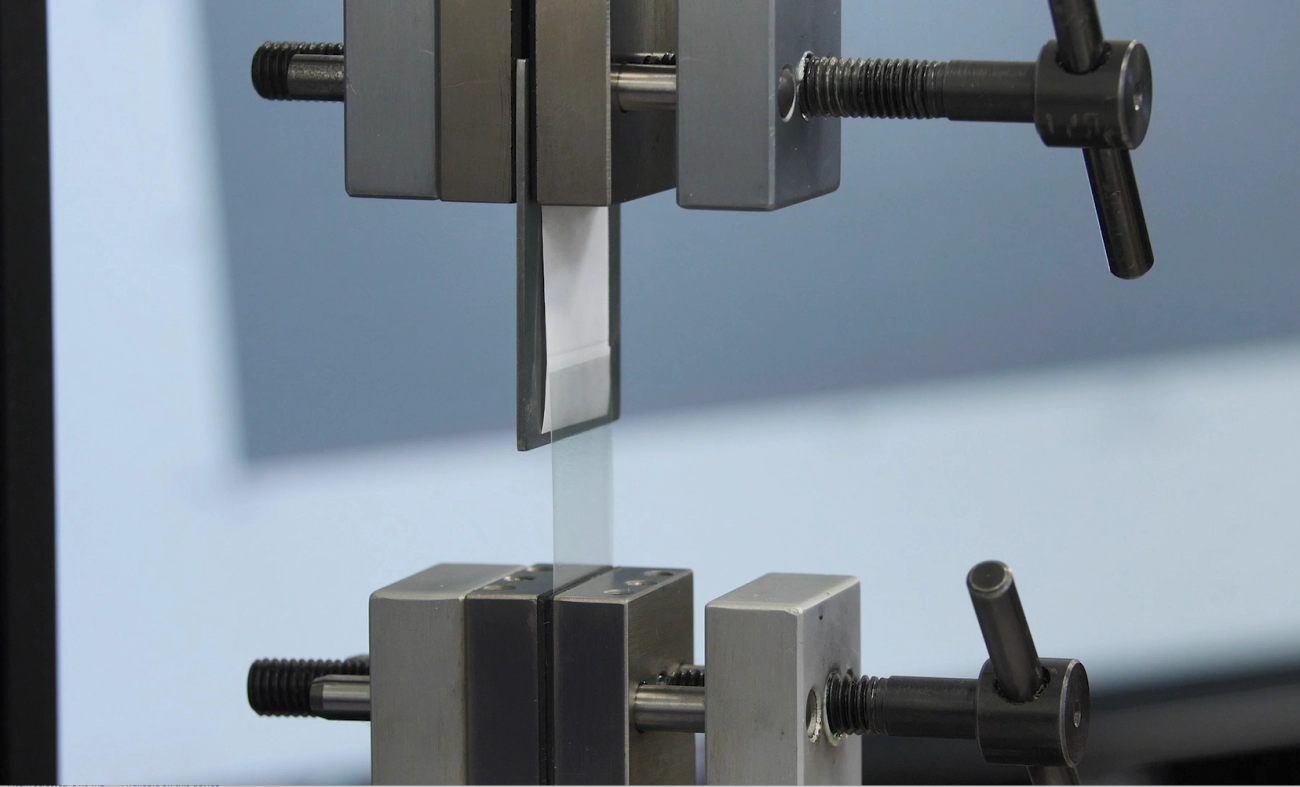
عند إجراء اختبار الشد (عادة باستخدام جهاز اختبار عالمي)، هناك ثلاث تقنيات معيارية مستخدمة لتثبيت العينة:
- التقنية أ (غير مدعومة): يُترك العينة متدلية حرة بين القبضات. هذه الطريقة الأكثر شيوعًا ولكن يمكن أن تتأثر بصلابة المادة.
- التقنية ب (مدعومة بزاوية 90°): يُدعم طرف العينة باليد أو بمرتكب عند زاوية 90 درجة. هذا يقلل من تأثير زاوية التقشير على النتيجة.
- التقنية ج (مدعومة بزاوية 180°): تدعم العينة بلوحة محاذاة صلبة. هذا الاختبار الأكثر عدوانية ل قوة شد ويقلل من متغير مرونة الحقيبة.
حساب الحد الأقصى مقابل متوسط قوة الإغلاق
عندما نجري هذه الاختبارات، ينتج الجهاز منحنى قوة-إزاحة. من الضروري التمييز بين مقياسين رئيسيين:
- القوة القصوى (الذروة): هذه هي أعلى قوة مسجلة قبل أن يبدأ الإغلاق في الانفصال أو تتكسر المادة. هذا الرقم حاسم لفهم اختبار الانفجار الحدود—كمية الضغط المفاجئ التي يمكن للحزمة تحملها.
- قوة الإغلاق المتوسطة: هذا يحسب القوة المتوسطة المطلوبة لفتح الإغلاق على مسافة محددة. غالبًا ما يكون هذا مؤشرًا أفضل للاتساق، خاصةً بالنسبة للأغلفة القابلة للإزالة حيث يعتبر تجربة فتح سلسة مطلوبًا.
بالنسبة لتطبيقات التحمل الثقيل باستخدام عرضي الختم 10 مم أو 12 مم، نعطي الأولوية عادةً لقوة الذروة لضمان بقاء العبوة مغلقة تحت الإجهاد.
تفسير أنماط الفشل ونتائج الاختبار
الرقم على الشاشة ليس القصة كاملة; كيف الختم يفشل يخبرني بالضبط بما يجب تعديله على الآلة.
- فشل اللصق (التقشر): ينفصل الختم بشكل نظيف بين الطبقتين. إذا كان القوة منخفضة جدًا، غالبًا ما أزيد الحرارة على كتل التسخين النحاسية الخالصة أو أزيد من توتر عجلة الضغط.
- فشل تماسك: ينفصل الختم، لكنه يترك رواسب مواد على كلا الجانبين. هذا يشير إلى رابطة قوية، غالبًا ما يُرى في استدامة العبوات المواد المركزة حيث ينقسم طبقة الختم داخليًا.
- كسر المادة (التمزق): المادة تمزق خارج منطقة الختم. هذه النتيجة المثالية للتطبيقات غير القابلة للفصل. هذا يعني أن الختم أقوى من الفيلم نفسه.
- التمدد: المادة تتمدد بشكل كبير قبل الكسور. هذا شائع مع أفلام PE ويتطلب فحص سرعة الناقلة لضمان ألا ن Overheating ونثخ البلاستيك أثناء عملية الختم.
معدات وتكنولوجيا الختم الشائعة

اختيار الآلة الصحيحة هو أساس عملنا دليل قوة عرض الختم. التقنية التي تستخدمها تحدد مباشرة ما إذا كان يمكنك تحقيق ذلك العرض الحاسم 10 مم أو 12 مم المطلوب للتطبيقات الصناعية باستمرار. ن catégorize المعدات بناءً على طرق التسخين ومستويات الأتمتة، كل منها يخدم دورًا محددًا في الحفاظ على سلامة الختم.
أجهزة ختم النبضة والختم بالحرارة الثابتة
للمعالجات منخفضة الحجم أو على الطاولة، غالبًا ما ننظر إلى أجهزة الختم بنبضة. هذه الوحدات تطبق الحرارة فقط عندما تكون فكي الختم مغلقة، مما يجعلها موفرة للطاقة وآمنة للاستخدام اليدوي. إنها ممتازة لـ أكياس مانعة للتسرب مصنوع من البوليثيلين (PE) أو البوليプロبيلين (PP) حيث يكفي ختم أرق (عادة 2 مم إلى 5 مم) للبضائع الخفيفة.
على النقيض من ذلك، تحافظ أجهزة الختم بالحرارة الثابتة على درجة حرارة محددة باستمرار. هذه التكنولوجيا حيوية للمواد الأوسع مثل الميالار أو لامات الألومنيوم التي تتطلب طاقة حرارية أعلى وثابتة للارتباط. تستخدم إعداداتنا الصناعية هذه الطريقة بالحِرارة الثابتة لضمان عدم فشل الختم تحت الضغط.
- ختم النبضة: أفضل للطبقات الرقيقة (0.02 مم-0.05 مم) والعمل المتقطع.
- الحرارة المستمرة: مطلوبة للكبسات السميكة والإنتاج عالي السرعة.
أنظمة الختم الآلي بالحزام والفراغ
عندما ننتقل إلى التغليف عالي الحجم،, أنظمة الختم الآلي بالحزام والفراغ تصبح معياراً. مصممة سلاسل الختم المستمر FR-900 لدينا للتعامل مع هذا العبء، بتقديم سرعات قابلة للتعديل من 0-12 م/د. على عكس الخيارات اليدوية، تستخدم هذه الآلات كتل تسخين وتبريد من النحاس الخالص. وهذا يسمح بتنظيم درجة الحرارة بسرعة وباستقرار حتى 300°C، مما يضمن أن الختمات العريضة (10 مم أو 12 مم) تلتزم بشكل موحد بدون نقاط برودة.
هذه الأنظمة متعددة الاستخدامات بما يكفي للتعامل مع مختلف أنواع أفلام حفظ الطعام, بما في ذلك الأكياس المركبة ورقائق الألومنيوم. آلية الناقل تدعم أحمال حتى 5 كجم، مما يعني أن الآلة تتعامل مع الوزن بينما تطبق أحزمة الختم الضغط والحرارة اللازمين.
الميزات الرئيسية لختم الحزام:
- عرض الختم: موحد عند 6 مم، 10 مم، و12 مم لاحتياجات القوة المتغيرة.
- مرونة المواد: يتعامل مع PE وPP ورقائق الألومنيوم.
- وظائف متكاملة: الختم المتزامن، والنقش، والناقل.
أجهزة الاختبار ومختبرات قوة الشد
لضمان أن آلتنا تعطي الأداء الموعود، نعتمد على معدات اختبار دقيقة. شدة الشد المختبرات تسحب المنطقة المختومة لتحديد القوة الدقيقة اللازمة لكسر الرابط. هذه البيانات تؤكد ما إذا كان عرض الختم كافياً لحمل العبوة المقصودة.
نستخدم أيضًا التركيبات من أجل اختبار الانفجار, which pressurizes the bag until failure. This helps us identify if the seal is the weakest point or if the material itself fails first. Regular testing ensures that parameters like temperature (0-300°C) and pressure are calibrated correctly on the machine to prevent weak seals or “over-sealing” where the material thins out.
دليل خطوة بخطوة لتحقيق ختم آمن

لتحقيق أقصى استفادة من جهاز التعبئة والتغليف الصناعي لديك، تحتاج إلى عملية قابلة للتكرار. إن تحقيق مستوى ثابت من دليل قوة عرض الختم القياسي ليس مجرد تشغيل الآلة؛ بل يتعلق بضبط “ثالوث الختم”—درجة الحرارة، والضغط، والسرعة—لتتناسب مع مادتك الخاصة. سواء كنت أُشغِّل خطًا عالي الحجم أو دفعة صغيرة، فإن اتباع هذه الخطوات يضمن أن يخرج كل عبوة من على سيور النقل محكمة الإغلاق تمامًا.
تحديد معايير الختم المثلى
الخطوة الأولى هي معايرة سائق الختم الحزمي المستمر لديك. تستخدم آلاتنا، مثل سلسلة FR-900، بلوكات تسخين وتبريد من النحاس الخالص. هذا يسمح بنقل حراري سريع واستقرار، وهو أمر حاسم عندما تهدف إلى درجة أقل قوة إغلاق. يجب عليك موازنة إعداد درجة الحرارة (0-300°C) مقابل سرعة الناقل (0-12 م/د).
إذا كانت الحرارة منخفضة جدًا أو كانت السرعة عالية جدًا، لن تذوب طبقة الختم بما يكفي للربط. وعلى العكس، يمكن للحرارة المفرطة أو السرعات البطيئة أن تحرق الفيلم وتؤدي إلى تدهوره قوة شد.
النطاقات الموصى بها للمعلمات:
| cURL Too many subrequests. | سمك الفيلم | إعداد الحرارة (°C) | سرعة الناقل | عرض الختم الموصى به |
|---|---|---|---|---|
| PE / PP | 0.02 – 0.05 مم | 110°C – 140°C | سريع (8-10 م/د) | 6مم – 10مم |
| للامتصاصات / ماي لار | 0.05 – 0.10 مم | 150°C – 180°C | متوسط (5-7 م/min) | 10 مم |
| ورق الألومنيوم | > 0.10 مم | 180°C – 220°C | بطء (3-5 م/min) | 10 مم – 12 مم |
ملاحظة: نفّذ دائمًا تجربة تشغيل. الأكياس الأكثر سماكة (حتى 0.80 مم) تتطلب أوقات احتجاز أعلى لضمان اختراق الحرارة إلى طبقة العزل.
الوضع الصحيح للحقيبة والتعامل معها
حتى مع الإعدادات المثالية، التعامل السيئ يدمر سلامة الختم. يجب أن تدخل الحقيبة وحدة الختم بشكل مسطح وبزاوية متوازية مع كتل التسخين. بما أن الناقل لدينا يدعم حمولات بين 3 كجم و5 كجم وفقًا للطراز، يجب عليك التأكد من أن وزن المنتج لا يسحب الحقيبة إلى الأسفل، مما يسبب تجاعيد في منطقة الختم.
- محاذاة الدليل: ضبط دليل التغذية بحيث تدخل الحقيبة بشكل مستقيم.
- إسْتَخْفِض سفتح الفم: قم بتسوية منطقة الختم قبل وصولها إلى أحزمة التفلون. التجاعيد تخلق قنوات يمكن أن يهرب منها الهواء، مما يعرّض الختم المحكم للخطر.
- دعم الوزن: إذا كان المنتج ثقيلًا، اضبط ارتفاع الناقل لي rests الحقيبة بشكل كامل على الحزام دون سحب على فكوك الختم.
للمزيد من الرؤى حول تحسين سير العمل الكامل للتعبئة، تحقق من موردينا لمدونة الموارد التعبئة والتغليف للنصائح التشغيلية.
فحص ما بعد الإغلاق وضمان الجودة
بمجرد خروج الحقيبة من كتلة التبريد، يصبح الفحص الفوري ضروريًا. أنا دائمًا أبدأ بالبحث عن إشارات مرئية أولاً. يجب أن يكون الختم الصحيح واضحًا (للأفلام الشفافة) أو أن يكون له نسيج مميز ومتساوٍ مطبوع بواسطة عجلة الختم. إذا كنت تستخدم ميزة الرفش لطباعة التواريخ، فإن وضوح النص يعد مؤشرًا جيدًا على تطبيق الضغط بشكل صحيح.
فحوصات الجودة السريعة:
- فحص بصري: ابحث عن فقاعات، احتراقات، أو طيّات. الختم المائل أو الضبابي على البلاستيك الشفاف غالبًا ما يشير إلى أن درجة الحرارة منخفضة جدًا.
- اختبار الشد: اسحب منطقة الختم يدويًا. يجب أن يتمدد المادة أو تتمزق قبل أن يفصل الختم نفسه. هذا يؤكد كفاية قوة شد.
- اختبار الانفجار: لأكياس مملوءة بالهواء، اعصر الحزمة. إذا انفجرت عند الختم، ربما تحتاج إلى زيادة عرض الختم إلى 12 مم أو رفع الحرارة قليلاً.
الفحص المنتظم لحالة أحزمة التيفلون أمر حيوي أيضًا؛ الأحزمة المتهالكة تؤدي إلى نقل حرارة غير متساوٍ ونقاط ضعف في الختم.
استكشاف مشاكل الختم الشائعة
حتى مع معدات صناعية متقدمة مثل سلسلة FR-900 لدينا، يواجه المشغلون أحيانًا عوائق. تحقيق التوازن المثالي بين الحرارة، والسرعة، والضغط هو فن. عندما تصطدم خط التغليف بعقبة، تشخيص السبب الجذري بسرعة يوفر الوقت ويقلل من هدر المواد. فيما يلي كيف نتعامل مع أكثر المشاكل تكرارًا للحفاظ على عالي سلامة الختم.
قوة الختم الضعيفة أو غير المتسقة
إذا انفتح العلبة بسهولة، فربما لم تتحقق من الضروري أقل قوة إغلاق. غالبًا ما ينبع ذلك من انخفاض نقل الحرارة أو وقت الإقامة غير الكافي. في أجهزة الختم المستمر بالحزام، إذا كانت سرعة الناقل مضبوطة عالية جدًا (قريبة من الحد الأقصى 12 م/د)، لا يبقى الحقيبة في منطقة التسخين لفترة كافية للدمج الطبقات الجزيئية.
- تحقق من الحرارة: تأكد من أن الإعداد يتطابق مع سمك المادة. الرقائق الأكثر سماكة تحتاج درجات حرارة أقرب إلى حد 300°C، بينما يحتاج البلاستيك PE الرقيق إلى أقل بكثير.
- فحص كتل التسخين: تستخدم أجهزتنا كتل نحاسية خالصة من أجل الاستقرار، ولكن إذا كانت متسخة أو غير مصفَّبة بالشكل الصحيح، يقل نقل الحرارة.
- استبدال المستهلكات: مُلبَّد بالانحناء أو محترَق حزام التفلون يعمل كعازل غير مرغوب فيه. استبدال هذه الأحزمة بانتظام يضمن وصول الحرارة فعليًا إلى الحقيبة.
ذوبان المادة، حرقها، أو تكوينها بتجاعيد
الإغلاق الزائد يزعج بنفس قدر الإغلاق الناقص. إذا رأيت تقوّس البلاستيك أو انكماشه أو احتراقه، فالمدخل الكهربائي عالي جدًا. غالبًا ما تحدث التجاعيد عندما تكون مرحلة التبريد غير كافية أو عندما يتم تثبيت عجلة الضغط بشدة، مما يجر الفيلم.
- خفض الحرارة: قلل الحرارة تدريجيًا وبصغر خطوات.
- ضبط الضغط: القوة المفرطة من النحت أو عجلة الضغط قد تضغط البلاستيك المصهور خارج منطقة الختم، مما يجعل المادة رقيقة وتفسد الحاجز.
- التوافق مع المواد: كن على دراية بما تختمه. بينما قد تحتاج إلى حرارة عالية عند اختيار ورق الألمنيوم المناسب للطعام التعبئة، فإن نفس الإعداد سيذوب البلاستيك البولي بروبلين القياسي فورًا.
تحديد التسريبات وعيوب القناة
عيوب القنوات—نفق صغير في الختم حيث لم يتصل الفيلم—هي أعداء استدامة العبوات ومدى صلاحيتها. غالبًا ما تحدث هذه عندما لا يتم تغذية الحقيبة بشكل مستوٍ في الماكينة أو إذا تلوث منطقة الختم بغبار المنتج (مثل الطحين أو التوابل).
لاكتشافها، نفّذ إجراءً سريعًا اختبار الانفجار أو اختبار غمر في الماء للبحث عن فقاعات. إذا استمرت التسريبات:
- وسع الختم: التحول من ختم 6 مم إلى 10 مم أو 12 مم يوفر مساحة سطحية أكبر لسد الفجوات الصغيرة.
- اصطف ناقل الحركة: تأكد من أن ارتفاع الميل الناقل وزاويته يسمحان للحقائب بالدخول إلى الدليل الختم بشكل كامل وبدون انثناءات قد تتحول إلى تسريبات.




