Forståelse af forseglingstyrke og forseglingens bredde
Hvad er forseglingstyrke i emballage?
Forseglingstyrke er den mekaniske kraft, der kræves for at adskille de sammenføjede lag i en pakke. Det fungerer som den primære indikator for, hvor godt en emballagemaskine har fusioneret termoplastmaterialer—såsom PE, PP, eller Mylar—sammen. I sammenhæng med industrielle operationer definerer denne måling pakkenes evne til at modstå ydre påvirkninger under forsendelse, håndtering og opbevaring.
For operatører, der bruger Kontinuerlige båndforsegler, handler forseglingstyrken ikke kun om vedhæftning; den er resultatet af præcis varmeoverførsel. Bindet dannes, når materialet når dets specifikke smeltepunkt, flyder sammen og derefter stivner under tryk. Forsegling af høj kvalitet afhænger af trækstyrke af denne binding, der overstiger den belastning, som produktets vægt påfører, hvilket kan spænde fra letvægts detailvarer til tunge industrielle laster på 5 kg.
Forholdet mellem forseglingens bredde og samlingerens integritet
Bredde af forseglingen er en kritisk variabel i forhold til pakningsens samlede pålidelighed. Mens en bredere forsegling generelt giver en større barriere mod utætheder, sammensætningens integritet afhænger i høj grad af konsistensen af varmeapplikationen over den bredde. Vores maskineri anvender rene kobberopvarmningsblokke for at sikre ensartet temperaturfordeling, hvilket forhindrer svage punkter uanset den valgte bredde.
- 6 mm forseglinger: Bedst egnet til letvægtsfilm (0,02–0,05 mm) og mindre detailhandelspakning, hvor minimering af materiale og opretholdelse af en slank æstetik er prioriteter.
- 10 mm forseglinger: Branchestandard for Kontinuerlige båndforsegler. Denne bredde giver en robust balance mellem styrke og visuel orden, egnet til de fleste mellemstore krav (1 kg–3 kg).
- 12 mm tætningsringe: Udformet til krævende krav, væsker eller pulvere. Den ekstra overflade øger sprængningstærskel og reducerer markant risikoen for kontaminationsveje eller “kanallekkager” i tætningen.
Hvorfor korrekt tætning er kritisk for produktionssikkerheden
En sikker tætning er den første forsvarslinje mod miljøforringelse og forurening. For produkter, der kræver længere holdbarhed, såsom fødevarer i aluminiumfolie eller sammensatte poser, forseglingens integritet er ikke til forhandling. En kompromitteret tætning tillader indtrængen af fugt, ilt og bakterier, hvilket fører til hurtig forringelse eller produktfejl.
Ud over bevarelse, sikrer korrekt tætning tyveribeskyttelse og fysisk containment. I en stor produktionsmængde sikrer brug af en maskine med stabil temperaturregulering (0-300°C) og justerbar tryk, at hver emballage forlader linjen fuldstændigt tæt forseglet. Denne konsistens beskytter brandets omdømme ved at forhindre lækager og sikre, at slutforbrugeren får produktet nøjagtigt som tiltænkt.
Nøglefaktorer, der påvirker tætningstyrke og -kvalitet

At opnå en pålidelig emballage handler ikke kun om at trykke på en knap; det kræver afvejning af adskillige tekniske variabler. Uanset om der køres på en højton produktionslinje eller en lille batch-operation, er forståelsen af mekanikken bag tætningsprocessen afgørende for at forhindre produkttab. Vi designer vores maskiner til at give operatørerne fuld kontrol over disse kritiske faktorer for at sikre konsistens forseglingens integritet.
Tætningstemperatur og opholdstid
Sammenhængen mellem varme og tid er grundlaget for enhver termisk tætningsproces. Hvis temperaturen er for lav, når materialet ikke sin smeltepunkt, hvilket resulterer i en svag “tack”-tætning, der giver efter ved belastning. Hvis den er for høj, nedbrydes filmen og bliver sprød eller brændt.
- Temperaturområde: Vores kontinuerlige båndforsegere tilbyder et justerbart område af 0-300°C (392°F). Dette brede område giver mulighed for præcis tilpasning afhængigt af materialets smeltepunkt.
- Termisk konsistens: Vi udnytter rene kobberopvarmningsblokke i vores FR-900-serie. Kobber giver overlegen termisk ledningsevne sammenlignet med standardstål, hvilket sikrer, at temperaturen forbliver stabil selv under hurtig, kontinuerlig drift.
- Dwell-tid: Dette bestemmes af transportbåndets hastighed, som kan justeres fra 0-12 m/min. En langsommere hastighed øger dwell-tiden, hvilket tillader mere varmeenergi at overføres til tykkere film (op til 0,80 mm), mens hurtigere hastigheder øger gennemløbet for tyndere materialer.
Forseglingstrykk og kræfterfordeling
Varme smelter materialet, men trykket er, hvad der fuserer lagene sammen. Uden tilstrækkelig kraft vil selv smeltet plastik ikke danne en sammenhængende binding. På vores kontinuerlige båndforsegere spiller tryk-hjulet en vigtig rolle i at komprimere den opvarmede film, når den passerer gennem køleblokke.
- Ensartethed: Konsistent tryk over hele forseglingen bredde (standardiseret til 6 mm, 10 mm eller 12 mm) forhindrer luftlommer og svage steder.
- Justerings Trykket skal kalibreres i forhold til posens tykkelse. Tykkere kompositposer kræver højere kompression for at sikre, at de indvendige forsegninglag smelter sammen fuldt ud, hvilket direkte påvirker den endelige trækstyrke af pakken.
Materialeudvælgelse og barriereegenskaber
Forskellige emballagematerialer reagerer forskelligt på varme og tryk. En indstilling, der virker for enkelt Polyethylen (PE), vil sandsynligvis fejle på en flerlaget laminat. At forstå dit materiales specifikke termiske egenskaber er nøglen til korrekt opsætning af maskinen.
- Plasticfilme (PE/PP): Disse kræver generelt lavere temperaturer og højere hastigheder.
- Laminate og folie: Materialer som bulk tinfolie eller Mylar fungerer som varmeledere. De kræver højere temperaturindstillinger og langsommere transportbåndshastigheder for at drive varmen gennem metallet til forseglingsgrænsefladen.
- Tykkelse: Vores maskiner håndterer film fra 0,02 mm til 0,80 mm. Når tykkelsen øges, stiger modstanden mod varmeoverførsel, hvilket kræver justeringer for at opretholde minimum tæthed.
Miljøforhold og forurening
Selv med perfekte maskinindstillinger kan eksterne faktorer kompromittere tætningen. I industrielle miljøer glemmes ofte renheden af tætningområdet, men den er kritisk.
- Forurening: Støv, pulver, fedt eller væske i tætningområdet fungerer som en barriere og forhindrer, at de plastlag smelter sammen. Dette er en almindelig årsag til kanallekkager.
- Komponent-slitage: slidt Teflonbælter kan føre til ujævn opvarmning eller teksturoverføringsproblemer. Regelmæssig inspektion af tættekæderne sikrer, at miljømæssig slid ikke nedbryder den endelige outputkvalitet.
Branchestandarder for tætningstyrke test
I emballageverdenen er gætteri ikke en mulighed. Vi stoler på etablerede standarder for at sikre, at de tætninger, der produceres af vores maskineri — uanset om det er en kontinuerlig båndforsegler eller en vakuumenhed — kan modstå virkelighedens forsyningskædekrav. Overholdelse af disse ASTM-protokoller sikrer forseglingens integritet og beskytter dit brands ry.
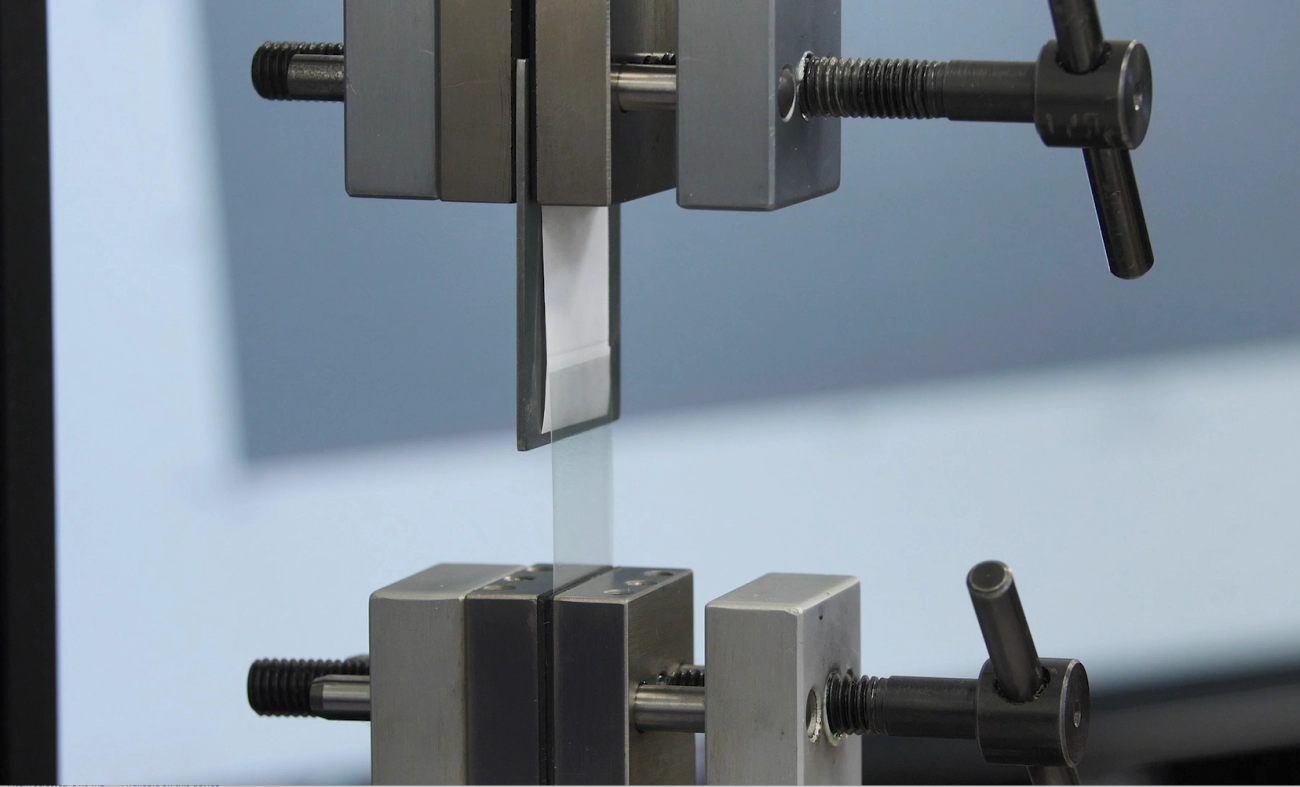
ASTM F88: Standard Test Method for Seal Strength
Dette er branchebenchmarken for måling af trækstyrke af en tætning. ASTM F88 indebærer at skære en tommelfingerbred strimmel af det forseglede materiale og trække den fra hinanden med en kontrolleret hastighed for at måle den krævede kraft til adskillelse af lagene.
- Teknik: Den hale-holdemetode (Teknik A, B eller C) bestemmer, hvordan materialet støttes under trækningen.
- Relevans: Det fortæller os, om varme-, tryk- og opholdstidsindstillingerne på forsegleren var tilstrækkelige for det specifikke materiale, der blev brugt.
For virksomheder der anvender cURL Too many subrequests., er gennemførelsen af ASTM F88-testen beviset for, at den kemiske binding er stærk nok til at forhindre utilsigtet åbning, samtidig med at den fungerer for slutbrugeren.
ASTM F1140 og F2054: Udblæsnings- (burst) testmetoder
Mens trækprøver ser på et specifikt område af forseglingen, burst-test vurderer hele pakkens evne til at modstå intern tryk.
- ASTM F1140: Dette er en ikke-begrænset test, hvor pakken bliver oppustet, indtil den fejler. Den identificerer det svageste punkt i forseglingen eller materialet.
- ASTM F2054: Dette bruger begrænsende plader til at begrænse pakkens udvidelse og tvinge belastningen direkte over for forseglingens omkreds.
Disse tests er afgørende for at bestemme minimum tæthed nødvendigheden for at forhindre eksplotioner under ændringer i højden eller fysisk kompression under transport.
ASTM F2824: Mekanisk testning af aftagelige låg
For stive beholdere forseglet med fleksible låg måler ASTM F2824 den mekaniske kraft, der kræves for at adskille låget fra bakken. Denne standard fokuserer på balancen mellem en sikker lukning og forbrugerens bekvemmelighed. Det er særligt vigtigt, når forståelse af aluminiumsfolieens rolle i emballage, da folielåg skal give en hermetisk barriere uden at være umulige at få af.
Vi bruger disse data til at finjustere temperaturindstillingerne og sikre, at vedhæftningslaget aktiveres korrekt uden over-svejsning.

Sådan måles og beregnes forseglingenes styrke forseglingens integritet For at sikre, at vores industrielle forsegler, som FR-900-serien, leverer minimum tæthed til din specifikke ansøgning.
Testprøveforberedelse og teknikker (A, B og C)
At få præcise data starter med, hvordan du skærer prøven. Jeg anbefaler altid at skære en ensartet strimmel vinkelret på forseglingen, typisk 1 tomme (25,4 mm) eller 15 mm bred, afhængigt af den standard, du følger. Kanterne skal være rene og uden notcher for at undgå for tidlig rip.
Når der udføres træktesten (typisk ved hjælp af en universel testemaskine), er der tre standardteknikker, der bruges til at holde prøven:
- Teknik A (Uunderstøttet): Prøven hænger frit mellem grebene. Dette er den mest almindelige metode, men kan påvirkes af materialets stivhed.
- Teknik B (Støttet 90°): Prøvens hale støttes af hånden eller en fixtur i en 90 graders vinkel. Dette reducerer afskallingsvinklens indvirkning på resultatet.
- Teknik C (Støttet 180°): Prøven støttes af en stiv justeringsplade. Dette er den mest aggressive test for trækstyrke og reducerer variablen for posens fleksibilitet.
Beregning af maksimal vs. gennemsnitlig forsegelseshårdhed
Når vi kører disse tests, genererer udstyret en kraft-udslag kurve. Det er afgørende at skelne mellem to nøglemålinger:
- Maksimal (Top) forsegelseshårdhed: Dette er den højeste kraft registreret lige før forseglingen begynder at adskilles eller materialet bryder. Dette tal er kritisk for at forstå burst-test grænser—hvor meget pludseligt tryk emballagen kan tåle.
- Gennemsnitlig forsegelseshårdhed: Dette beregner den gennemsnitlige kraft, der kræves for at peel forsegelsen fra hinanden over en specifik afstand. Dette er ofte en bedre indikator for konsistens, især for afspirbare forseglinger hvor en glat åbningoplevelse er påkrævet.
For tungt belastede applikationer, der bruger vores 10 mm eller 12 mm forsegelflader, prioriterer vi generelt Topstyrken for at sikre, at pakken forbliver lukket under belastning.
Fortolkning af fejlforløb og testresultater
Tallet på skærmen er kun halvdelen af historien; cURL Too many subrequests. forseglingen fejler fortæller mig præcis, hvad der skal justeres på maskinen.
- Svejsefejl (Affedtning): Forseglingen adskiller sig rent mellem de to lag. Hvis kræften er for lav, øger jeg normalt temperaturen på det rene kobbervarmeblokke eller øger spændingen i tryk-hjulet.
- Cohesiv fejl (Sammenføjning): Forseglingen adskiller sig, men den efterlader materialeaftryk på begge sider. Dette indikerer en stærk binding, ofte set i poser bæredygtighed fokuserede materialer hvor forseglingslaget deler sig internt.
- Materialebrud (Rivning): Materialet river sig uden for forseglingerområdet. Dette er det ideelle resultat for ikke-afskalbare applikationer. Det betyder, at forseglingen er stærkere end selve filmen.
- Udstrækning: Materialet strækker sig betydeligt før brud. Dette er almindeligt med PE-film og kræver kontrol af transportbåndets hastighed for at sikre, at vi ikke overopheder og tynder plasten under forseglingen.
Almindeligt forsegelsesudstyr og -teknologi

At vælge den rette maskine er fundamentet for vores Forsegling bredde-styrkevejledning. Teknologien, du bruger, bestemmer direkte, om du konsekvent kan opnå den kritiske 10 mm eller 12 mm forseglingsbredde, der kræves til industrielle applikationer. Vi kategoriserer udstyr baseret på opvarmningsmetoder og automatiseringsniveauer, hver med en specifik rolle i vedligeholdelsen af forseglingens integritet.
Impuls- og konstantvarmeforsegler
For lavt volumen eller bordoperations ser vi ofte på impulsforseglere. Disse enheder påfører varme kun, når kæberne er lukket, hvilket gør dem energivenlige og sikrere til manuel brug. De er fremragende til basale cURL Too many subrequests. fremstillet af polyethylen (PE) eller polypropylen (PP), hvor en tyndere forsegling (typisk 2 mm til 5 mm) er tilstrækkelig til letvægtsgenstande.
Til sammenligning opretholder konstantvarmeforsegler en sat temperatur kontinuerligt. Denne teknologi er afgørende for tykkere materialer som Mylar eller folielaminer, der kræver højere, stabil varme energi for at binde. Vores industrielle opsætninger bruger denne konstantvarmeteknologi for at sikre, at forseglingen ikke fejler under belastning.
- Impulse: Bedst til tynde film (0,02 mm-0,05 mm) og afbrudt arbejde.
- Konstant varme: Påkrævet for tykke laminater og højhastighedsproduktion.
Automatiske bånd- og vakuumtætningssystemer
Når vi går over til høj volumen emballering, automatiske bånd- og vakuumtætningssystemer bliver standard. Vores FR-900-serie kontinuerlige båndforseglere er designet til at håndtere denne arbejdsbyrde og tilbyder justerbare hastigheder på 0-12 m/min. I modsætning til manuelle muligheder anvender disse maskiner ren kobber varme- og køleblokke. Dette giver hurtig, stabil temperaturkontrol op til 300°C, hvilket sikrer, at brede forseglinger (10 mm eller 12 mm) bindes jævnt uden kolde punkter.
Disse systemer er alsidige nok til at håndtere forskellige typer af madopbevaringsfilm, herunder sammensatte poser og aluminiumsfolie. Conveyor-mekanismen understøtter belastninger op til 5 kg, hvilket betyder, at maskinen håndterer vægten, mens forseglingebåndene påfører den nødvendige tryk og varme.
Nøglefunktioner ved båndforseglere:
- Forseglingens bredde: Standardiseret til 6 mm, 10 mm og 12 mm for varierende styrkebehov.
- Materialemuligheder: Håndterer PE, PP og aluminiumsfolie.
- Integrerede funktioner: Samtidig forsegling, prægning og transport.
Test-udstyr og trækprøveapparater
For at sikre at vores maskiner leverer den lovede ydeevne, stoler vi på præcist testudstyr. Trækkraft testere trækker det forseglede område fra hinanden for at måle den nøjagtige kraft, der kræves for at bryde forbindelsen. Disse data bekræfter, om forseglingsbredden er tilstrækkelig til emballagens forventede belastning.
Vi bruger også tilbehør til burst-test, som udøver tryk på posen indtil svigt. Dette hjælper os med at identificere, om forseglingen er det svageste punkt, eller om selve materialet fejler først. Regelmæssig testning sikrer, at parameterne som temperatur (0-300°C) og tryk er kalibreret korrekt på maskinen for at forhindre svage forseglinger eller “overforsegling”, hvor materialet tynder ud.
Trin-for-trin guide til at opnå en sikker forsegling

For at få mest muligt ud af din industrielle emballagemaskine har du brug for en repeterbar proces. At opnå en konsistent Forsegling bredde-styrkevejledning standard handler ikke kun om at tænde maskinen; det handler om at indstille “3”eren for forsegling'—temperatur, tryk og hastighed—to matche dit specifikke materiale. Uanset om jeg kører en højvolumenlinje eller en lille batch, sikrer disse trin, at hver pakke forlader transportbåndet fuldt sikkert forseglet.
Indstilling af optimale forseglningsparametre
Første skridt er kalibrering af din kontinuerlige båndforsegler. Våre maskiner, som FR-900-serien, anvender ren kobbervarme- og køleblokke. Dette muliggør hurtig termisk overførsel og stabilitet, hvilket er afgørende, når du sigter efter en specifik minimum tæthed. Du skal afbalancere temperaturindstillingen (0-300°C) mod båndets hastighed (0-12 m/min).
Hvis temperaturen er for lav eller hastigheden for høj, vil forseglematerialet ikke smelte tilstrækkeligt til at binde. Omvendt kan for meget varme eller langsomme hastigheder brænde filmen og nedbryde trækstyrke.
Anbefalede parameterområder:
| Materialetype | Filmtykkelse | Temperaturindstilling (°C) | Båndhastighed | Anbefalet forseglingsbredde |
|---|---|---|---|---|
| PE / PP | 0,02 – 0,05 mm | 110°C – 140°C | Hurtig (8-10 m/min) | 6 mm – 10 mm |
| Laminerede / Mylar | 0,05 – 0,10 mm | 150°C – 180°C | Medium (5-7 m/min) | 10 mm |
| Aluminiumfolie | > 0,10 mm | 180°C – 220°C | Langsomt (3-5 m/min) | 10 mm – 12 mm |
Bemærk: Udfør altid en prøve kørsel. Tyndere poser (op til 0,80 mm) kræver længere ophold for at sikre, at varmen trænger igennem til forseglingslaget.
Korrekt posering og håndtering af pose
Selv med perfekte indstillinger ødelægger dårlig håndtering forseglingens integritet. Posens indgang til forseglingsmodulet skal være flad og parallelt med opvarmningsblokke. Da vores transportører understøtter laster mellem 3 kg og 5 kg afhængigt af modellen, skal du sikre, at vægten af produktet ikke trækker posen ned, hvilket forårsager folder i forseglingsområdet.
- Justér styringen: Juster føde-guiden, så posen går ind lige.
- Flad mundingen: Jævne forseglingsområdet, før det rammer Teflon-båndene. Folder skaber kanaler hvor luft kan slippe ud, hvilket kompromitterer den hermetiske forsegling.
- Understøt vægten: Hvis produktet er tungt, justér transportbåndets højde, så posen hviler fuldt på beltet uden at trække i forseglingskæberne.
For flere indsigter til optimering af hele emballagearbejdsgangen, tjek vores emballage-ressourceblog for operationelle tip.
Post-Afslutningsinspektion og Kvalitetssikring
Når posen forlader køleblokken, er en øjeblikkelig inspektion nødvendig. Jeg ser altid efter visuelle tegn først. En ordentlig forsegling bør være tydelig (for gennemsigtige films) eller have en tydelig, jævn struktur, som forseglingen rulle trykkede ind. Hvis du bruger prægningen til at udskrive datoer, er klarheden i teksten en god indikator for korrekt trykansøgning.
Hurtige kvalitetskontrolpunkter:
- Visuel kontrol: Læg mærke til bobler, mærker eller folder. En mælkeskær eller uklar forsegling på klar plast indikerer ofte, at temperaturen er for lav.
- Træktesten (Tug Test): Manuelt træk i forseglingsområdet. Materialet bør strække sig eller gå i stykker, før selve forseglingen løsner sig. Dette bekræfter tilstrækkelig trækstyrke.
- Brudkontrol: For luftfyldte poser-klem pakken. Hvis den popper ved forseglingen, skal du sandsynligvis øge forseglingens bredde til 12 mm eller hæve temperaturen en smule.
At kontrollere tilstanden af dine teflonbælter regelmæssigt er også vigtigt; slidteBælter fører til ujævn varmeoverførsel og svage områder i forseglingen.
Fejlfinding af almindelige forseglingsproblemer
Selv med industrikvalitetsmaskiner som vores FR-900-serie står operatører lejlighedsvis over for forhindringer. At opnå den perfekte balance mellem varme, hastighed og tryk er en kunst. Når din pakkelinje støder på en snag, at diagnosticere roden hurtigt sparer tid og reducerer materialeaffald. Her er, hvordan vi tackler de mest almindelige problemer for at opretholde høj forseglingens integritet.
Svækket eller inkonsekvent forseglingsstyrke
Hvis din pakke flibes åben med let indsats, har du sandsynligvis ikke opnået den nødvendige minimum tæthed. Dette stammer normalt fra utilstrækkelig varmeoverførsel eller utilstrækkelig opholdstid. På kontinuerlige båndforseglere, hvis transportbåndets hastighed er indstillet for højt (nærmer sig den maksimale 12 m/min), bliver posen ikke i opvarmningszonen længe nok til at smelte de molekylære lag.
- Kontrollér temperaturen: Sørg for, at din indstilling passer til materiale tykkelsen. Tykke laminater kræver temperaturer tættere på 300°C, mens tynd PE kræver meget mindre.
- Efterse varmeblokke: Vores maskiner bruger rene kobberblokke til stabilitet, men hvis de er snavsede eller forkert justeret, falder varmeoverførslen.
- Erstatning af forbrugsvarer: En slidt eller brændt Teflonbælte virker som en uønsket isolering. At udskifte disse bælter regelmæssigt sikrer, at varmen faktisk når posen.
Materiale smelter, brænder eller folder sig
Overforsegling er lige så problematisk som underforsegling. Hvis du ser, at plasten krøller, krymper eller brænder, er energiinspressen for høj. Krøllede kan forekomme, når kølefasen er utilstrækkelig eller tryk hjulet er nede presset for hårdt og trækker filmen.
- sænk temperaturen: Sænk varmen i små skridt.
- Justér trykket: Overdreven kraft fra prægeformen eller trykhjulet kan presse smeltet plast ud af forsegelseszonen, tynde materialet og ødelægge barrieren.
- Materialekompatibilitet: Vær opmærksom på, hvad du forsegler. Mens du måske har brug for høj varme, når du vælger den rigtige aluminiumsfolie til mad emballage, vil den samme indstilling øjeblikkeligt smelte standardpolypropylen.
Identificering af utætheder og kanal-defekter
Kanal-defekter—små tunneler i forseglingen, hvor filmen ikke har bundet sig—er fjenderne af poser bæredygtighed og holdbarhed. Disse opstår ofte, når posen ikke fødes fladt ind i maskinen, eller hvis produktstøv (som mel eller krydderier) foruren, forsegelsens område.
For at opdage disse, udfør en hurtig burst-test procedure eller en vandnedsænkningstest for at se efter bobler. Hvis der stadig er utætheder:
- Udvid forsegelsen: Skift fra en 6 mm til en 10 mm eller 12 mm forsegelsesbredde giver større overflade til at bryde små sprækker.
- Justér transportbåndet: Sørg for, at føderhøjden og vinklen tillader posen at komme helt fladt ind i forsegling-guiden, så der undgås folder, der kan udvikle lækager.