

















Verständnis von Dichtungsstärke und Dichtungsbreite
Was ist Dichtungsstärke in der Verpackung?
Versiegelungsfestigkeit ist die mechanische Kraft, die erforderlich ist, um die verbundenen Schichten einer Verpackung zu trennen. Sie dient als primärer Indikator dafür, wie gut eine Verpackungsmaschine thermoplastische Materialien—wie PE, PP oder Mylar—zusammengefügt hat. Im Kontext industrieller Abläufe definiert diese Kennzahl die Fähigkeit der Verpackung, externen Belastungen während Versand, Handhabung und Lagerung standzuhalten.
Für Betreiber, die Kontinuierliche Bandsiegelmaschinen, geht es bei der Dübelstärke nicht nur um die Haftung; sie ist das Ergebnis eines präzisen Wärmeübergangs. Die Verbindung entsteht, wenn das Material seinen spezifischen Schmelzpunkt erreicht, zusammenfließt und sich dann unter Druck verfestigt. Hochwertiges Versiegeln beruht darauf, dass die Zugfestigkeit Festigkeit dieser Verbindung die Belastung durch das Gewicht des Produkts übertrifft, was von leichten Einzelhandelsartikeln bis hin zu schweren 5 kg Industriebelastungen reichen kann.
Die Beziehung zwischen Dichtungsbreite und Schweißnahtintegrität
Die Breite der Dichtung ist eine kritische Variable zur Bestimmung der Gesamtreliabilität der Verpackung. Während eine breitere Dichtung in der Regel eine größere Barriere gegen Lecks bietet, Schweißnahtintegrität abhängt stark von der Konstanz der Wärmezufuhr über diese Breite hinweg. Unsere Maschinen verwenden reine Kupfer-Heizblöcke um eine gleichmäßige Temperaturverteilung sicherzustellen und Schwachstellen unabhängig von der gewählten Breite zu verhindern.
- 6 mm Dichtungen: Am besten geeignet für leichte Folien (0,02–0,05 mm) und kleine Einzelhandelsverpackungen, bei denen Materialeinsparungen und ein schlankes Erscheinungsbild Priorität haben.
- 10 mm Dichtungen: Der Industriestandard für Kontinuierliche Bandsiegelmaschinen. Diese Breite bietet eine robuste Balance aus Stärke und visueller Ordnung, geeignet für die meisten mittleren Belastungsanwendungen (1kg–3kg).
- 12mm Dichtungen: Entworfen für schwere Anforderungen, Flüssigkeiten oder Pulver. Die zusätzliche Fläche erhöht die Durchbruchfestigkeit und reduziert signifikant das Risiko von Kontaminationswegen oder “Kanalleckagen” im Dichtungsbereich.
Warum eine richtige Versiegelung für Produktsicherheit kritisch ist
Eine sichere Dichtung ist die erste Verteidigungslinie gegen Umweltverschlechterung und Kontamination. Für Produkte, die eine verlängerte Haltbarkeit erfordern, wie Lebensmittel in Aluminiumfolie oder Verbundtaschen, Dichtheit ist unverhandelbar. Eine kompromittierte Dichtung ermöglicht das Eindringen von Feuchtigkeit, Sauerstoff und Bakterien, was zu schneller Verderbung oder Produktfehlern führt.
Über die Konservierung hinaus sorgt eine ordnungsgemäße Versiegelung für Manipulationsnachweis und physische Eindämmung. In der Hochvolumenproduktion sorgt der Einsatz einer Maschine mit stabiler Temperaturregelung (0–300°C) und einstellbarem Druck dafür, dass jede Verpackung die Linie hermetisch versiegelt verlässt. Diese Konsistenz schützt den Markenruf, indem Lecks verhindert werden und der Endverbraucher das Produkt genau so erhält, wie beabsichtigt.
Wichtige Faktoren, die die Siegelstärke und -qualität beeinflussen

Eine zuverlässige Verpackung zu erreichen besteht nicht nur darin, einen Knopf zu drücken; es erfordert die Balance mehrerer technischer Variablen. Ob man eine Hochvolumen-Produktionslinie betreibt oder eine Kleinserienfertigung, das Verständnis der Mechanik hinter dem Siegel ist wesentlich, um Produktverluste zu verhindern. Wir gestalten unsere Maschinen so, dass Bediener volle Kontrolle über diese kritischen Faktoren haben, um Konsistenz zu gewährleisten Dichtheit.
Siegeltemperatur und Standzeit
Die Beziehung zwischen Hitze und Zeit ist die Grundlage jedes thermischen Versiegelungsprozesses. Wenn die Temperatur zu niedrig ist, erreicht das Material seinen Schmelzpunkt nicht, was zu einem schwachen “Klebepunkt”-Siegel führt, das Stress standhält. Wenn sie zu hoch ist, verschlechtert sich der Film, wird spröde oder verbrannt.
- Temperaturbereich: Unsere kontinuierlichen Bandversiegler bieten einen einstellbaren Bereich von 0-300°C (392°F). Dieser breite Bereich ermöglicht eine präzise Abstimmung je nach Schmelzpunkt des Materials.
- Thermische Konsistenz: Wir verwenden reine Kupfer-Heizblöcke in unserer FR-900-Serie. Kupfer bietet eine hervorragende Wärmeleitfähigkeit im Vergleich zu Standardstahl und sorgt dafür, dass die Temperatur auch bei schnellem, kontinuierlichem Betrieb stabil bleibt.
- Verweilzeit: Diese wird durch die Fördergeschwindigkeit bestimmt, die von 0-12 m/min. Eine langsamere Geschwindigkeit erhöht die Verweilzeit und ermöglicht eine größere Wärmeübertragung in dickere Folien (bis zu 0,80 mm), während schnellere Geschwindigkeiten die Durchsatzrate für dünnere Materialien erhöhen.
Verschlussdruck und Kraftverteilung
Hitze schmilzt das Material, aber Druck ist es, der die Schichten miteinander verbindet. Ohne ausreichende Kraft bildet selbst geschmolzener Kunststoff keine kohäsive Verbindung. Bei unseren kontinuierlichen Wickelsealen spielt die Druckrolle eine entscheidende Rolle beim Komprimieren der erhitzten Folie, während sie durch die Kühlblöcke läuft.
- Gleichmäßigkeit: Beständiger Druck über die gesamte Siegelbreite (standardisiert auf 6 mm, 10 mm oder 12 mm) verhindert Lufttaschen und Schwachstellen.
- Einstellung: Der Druck muss auf die Beutelstärke abgestimmt werden. Dickere Verbundbeutel erfordern eine höhere Kompression, damit die inneren Dichtungsmaterialschichten vollständig verschmelzen, was sich direkt auf die Zugfestigkeit der Verpackung auswirkt.
Materialauswahl und Barriereeigenschaften
Verschiedene Verpackungsmaterialien reagieren unterschiedlich auf Hitze und Druck. Eine Einstellung, die für einfaches Polyethylen (PE) funktioniert, wird wahrscheinlich bei einem mehrschichtigen Laminat scheitern. Das Verständnis der spezifischen thermischen Eigenschaften Ihres Materials ist der Schlüssel zur korrekten Inbetriebnahme der Maschine.
- Kunststofffolien (PE/PP): Diese benötigen in der Regel niedrigere Temperaturen und schnellere Geschwindigkeiten.
- Laminiate und Folien: Materialien wie Alufolie in großen Mengen oder Mylar fungieren als Wärmeleitbleche. Sie erfordern höhere Temperatureinstellungen und langsamere Fördergeschwindigkeiten, um Wärme durch die Metallschicht zur Dichtstelle zu treiben.
- Dicke: Unsere Maschinen behandeln Folien von 0,02 mm bis 0,80 mm. Je höher die Dicke, desto größer ist der Widerstand gegen den Wärmeübergang, was Anpassungen erforderlich macht, um minimale Dichtungsfestigkeit.
Umweltbedingungen und Kontamination
Selbst bei perfekten Maschinenparametern können äußere Faktoren die Dichtung beeinträchtigen. In industriellen Umgebungen wird die Sauberkeit des Dichtungsbereichs oft vernachlässigt, ist jedoch kritisch.
- Kontamination: Staub, Pulver, Fett oder Flüssigkeit im Dichtungsbereich wirken als Barriere und verhindern, dass die Kunststoffschichten miteinander verschmelzen. Dies ist eine häufige Ursache für Kanalleckagen.
- Bauteileverschleiß: Abgenutzt Teflonriemen können zu ungleichmäßiger Erwärmung oder Texturübertragung führen. Eine regelmäßige Inspektion der Dichtungsbänder stellt sicher, dass Umweltverschleiß die endgültige Outputqualität nicht beeinträchtigt.
Industrie standards für Dichtungsfestigkeitsprüfung
In der Verpackungswelt ist Ratespiele keine Option. Wir stützen uns auf etablierte Standards, um sicherzustellen, dass die von unserer Maschine erzeugten Dichtungen – egal ob es sich um eine kontinuierliche Bandverschließung oder eine Vakuum-Einheit handelt – die Belastungen der realen Lieferkette aushalten können. Die Einhaltung dieser ASTM-Protokolle gewährleistet Dichtheit und schützt Ihren Markenruf.
ASTM F88: Standardtestmethode für Dichtungsfestigkeit
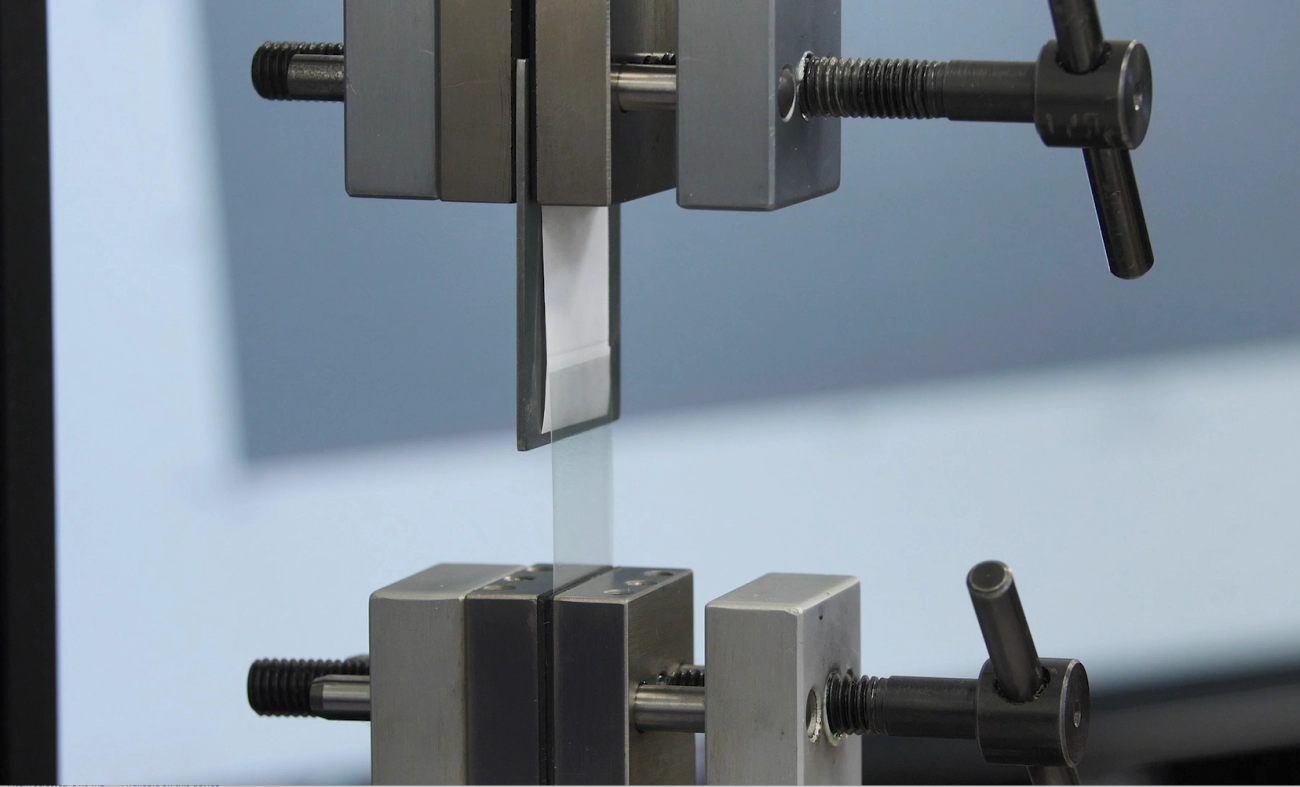
Dies ist der Branchenmaßstab zur Messung der Zugfestigkeit Dichtungsfestigkeit. ASTM F88 umfasst das Schneiden eines ein Zoll breiten Streifens des versiegelten Materials und das Auseinanderziehen mit kontrollierter Geschwindigkeit, um die zum Trennen der Schichten erforderliche Kraft zu messen.
- Technik: Die Methode des Halterung des Endabschnitts (Technik A, B oder C) bestimmt, wie das Material während des Ziehens gestützt wird.
- Relevanz: Es sagt uns, ob die Hitze-, Druck- und Verweilzeit-Einstellungen im Versiegelungsvorgang für das verwendete Material ausreichen.
Für Unternehmen, die nutzen PE-Material für Lebensmittelverpackungen, die ASTM F88-Prüfung bestätigt, dass die chemische Bindung stark genug ist, um ein versehentliches Öffnen zu verhindern, während sie für den Endbenutzer funktionsfähig bleibt.
ASTM F1140 und F2054: Burst-Testing-Methoden
Während Zugtests sich auf einen bestimmten Abschnitt der Versiegelung beziehen, Burst-Testing bewertet die Fähigkeit des gesamten Pakets, dem Innendruck standzuhalten.
- ASTM F1140: Dies ist ein ungehinderter Test, bei dem das Paket aufgeblasen wird, bis es versagt. Er identifiziert den schwächsten Punkt in der Versiegelung oder im Material.
- ASTM F2054: Dies verwendet Halteplatten, um die Paket-Ausdehnung zu begrenzen und die Spannung direkt auf den Versiegelungsrand zu richten.
Diese Tests sind entscheidend, um die minimale Dichtungsfestigkeit zu bestimmen, die erforderlich ist, um Blasenbildung bei Höhenänderungen oder physischer Kompression während des Transports zu verhindern.
ASTM F2824: Mechanische Prüfung für abziehbare Deckel
Für starre Behälter, die mit flexiblen Deckeln versiegelt sind, misst ASTM F2824 die mechanische Kraft, die erforderlich ist, um den Deckel vom Tablett zu trennen. Dieser Standard konzentriert sich auf das Gleichgewicht zwischen einer sicheren Verschlussein und dem Benutzungskomfort. Er ist besonders wichtig, wenn die Rolle von Aluminiumfolie in der Verpackung zu verstehen, da Foliendeckel eine hermetische Barriere bieten müssen, ohne unlösbar zu sein. Wir verwenden diese Daten, um Temperatureinstellungen fein abzustimmen und sicherzustellen, dass die Klebeschicht korrekt aktiviert wird, ohne überzumachen.
Wie man Siegelstärke misst und berechnet

Um sicherzustellen, dass unsere industriellen Versiegelungen, wie die FR-900er-Serie, die Dichtheit erforderliche Sicherheit für den sicheren Transport liefern, können wir nicht raten. Wir benötigen konkrete Daten. Die Messung der Siegelstärke umfasst spezifische Vorbereitungs- und Berechnungsmethoden, um festzustellen, ob die Bindung die notwendigen minimale Dichtungsfestigkeit für Ihre spezifische Anwendung.
Testobjektvorbereitung und Techniken (A, B und C)
Getting accurate data starts with how you cut the sample. I always recommend cutting a uniform strip perpendicular to the seal, usually 1 inch (25.4mm) or 15mm wide, depending on the standard you are following. The edges must be clean and free of notches to avoid premature tearing.
Wenn Sie den Zugtest durchführen (in der Regel mit einer universal testing machine), gibt es drei Standardtechniken, die verwendet werden, um das Muster zu halten:
- Technik A (ohne Unterstützung): Die Probe bleibt frei zwischen den Greifern hängen. Dies ist die gebräuchlichste Methode, kann aber durch die Steifheit des Materials beeinflusst werden.
- Technik B (Unterstützt 90°): Der Schwanz der Probe wird von Hand oder einer Vorrichtung in einem 90-Grad-Winkel gestützt. Dies verringert den Einfluss des Abziehwinkels auf das Ergebnis.
- Technik C (Unterstützt 180°): Die Probe wird von einer starren Ausrichtungsplatte gestützt. Dies ist der aggressivste Test für Zugfestigkeit und minimiert die Variabilität der Beutelflexibilität.
Berechnung der maximalen vs. durchschnittlichen Siegelkraft
Wenn wir diese Tests durchführen, erzeugt das Gerät eine Kraft-Dehnungskurve. Es ist wichtig, zwischen zwei Kennzahlen zu unterscheiden:
- Maximale (Peak) Siegelkraft: Dies ist die höchste gemessene Kraft, unmittelbar bevor das Siegel zu trennen beginnt oder das Material bricht. Diese Zahl ist entscheidend, um zu verstehen Burst-Testing Grenzwerte—wie viel plötzlicher Druck das Packmittel aushalten kann.
- Durchschnittliche Siegelstärke: Diese berechnet die durchschnittliche Kraft, die benötigt wird, um das Siegel über eine bestimmte Distanz zu lösen. Dies ist oft ein besserer Indikator für die Konsistenz, insbesondere bei abziehbaren Siegeln, bei denen ein gleichmäßiges Öffnungserlebnis erforderlich ist.
Für schwere Anwendungen mit unseren Siegelbreiten von 10 mm oder 12 mm geben wir im Allgemeinen der Spitzenkraft Priorität, um sicherzustellen, dass die Verpackung unter Belastung geschlossen bleibt.
Interpretation von Versagensarten und Testergebnissen
Die Zahl auf dem Bildschirm erzählt nur die halbe Geschichte; wie das Siegelversagen sagt mir genau, was an der Maschine angepasst werden muss.
- Klebeversagen (Abziehen): Das Siegel trennt sich sauber zwischen den beiden Schichten. Wenn die Kraft zu niedrig ist, erhöhe ich normalerweise die Temperatur an den reinen Kupferheizblöcken oder spanne das Druckrad.
- Kohäsives Versagen: Das Siegel trennt sich, hinterlässt aber Materialreste auf beiden Seiten. Dies deutet auf eine starke Bindung hin, oft zu sehen bei Pouch-Nachhaltigkeit fokussierten Materialien, bei denen die Siegelhautschicht intern aufgespalten wird.
- Materialbruch (Riss): Das Material reißt außerhalb des Siegelbereichs. Dies ist das ideale Ergebnis für nicht ablösbare Anwendungen. Es bedeutet, dass das Siegel stärker ist als der Film selbst.
- Dehnung: Das Material dehnt sich deutlich, bevor es bricht. Dies ist bei PE-Folien üblich und erfordert eine Überprüfung der Fördergeschwindigkeit, um sicherzustellen, dass wir nicht überhitzen und das Plastik während des Verschweißens verdünnen.
Häufige Verschließungsgeräte und -technologie

Die Wahl der richtigen Maschine ist die Grundlage unseres Siegelbreiten-Stärke-Handbuch. Die Technologie, die Sie verwenden, bestimmt direkt, ob Sie konstant diese kritische Siegelbreite von 10 mm oder 12 mm erreichen können, die für industrielle Anwendungen erforderlich ist. Wir kategorisieren Geräte nach Heizmethoden und Automatisierungsgraden, die jeweils eine bestimmte Rolle bei der Aufrechterhaltung spielen Dichtheit.
Impuls- und Konstantheizungs-Siegel
Für geringes Volumen oder Tischbetriebe schauen wir oft auf Impuls-Siegel. Diese Einheiten erzeugen Wärme nur, wenn die Backen geschlossen sind, wodurch sie energieeffizient und sicherer für manuelle Nutzung sind. Sie eignen sich hervorragend für einfache Verschlussbeutel aus Polyethylen (PE) oder Polypropylen (PP) bestehende Folien, bei denen eine dünnere Siegelnaht (typischerweise 2 mm bis 5 mm) für leichte Gegenstände ausreicht.
Im Gegensatz dazu halten Konstantheizungs-Siegel eine festgelegte Temperatur kontinuierlich aufrecht. Diese Technologie ist entscheidend für dickere Materialien wie Mylar oder Folienlaminate, die eine höhere, konstante thermische Energie zum Verbinden benötigen. Unsere industriellen Einrichtungen nutzen diese Konstantheizungsmethode, um sicherzustellen, dass das Siegel unter Belastung nicht versagt.
- Impuls: Am besten geeignet für dünne Folien (0,02 mm-0,05 mm) und intermittierende Arbeit.
- Ständige Hitze: Erforderlich für dicke Laminate und Hochgeschwindigkeitsproduktion.
Automatische Band- und Vakuumversiegelungssysteme
Wenn wir zu einem Hochvolumen-Verpackungsprozess übergehen, automatische Band- und Vakuumversiegelungssysteme werden Standard. Unsere FR-900-Serie Kontinuierliche Bandversiegelungsgeräte sind darauf ausgelegt, diese Arbeitsbelastung zu bewältigen und bieten verstellbare Geschwindigkeiten von 0-12 m/min. Im Gegensatz zu manuellen Optionen verwenden diese Maschinen reine Kupferheiz- und Kühlblöcke. Dies ermöglicht eine schnelle, stabile Temperaturregelung bis zu 300°C, wodurch breite Siegel (10 mm oder 12 mm) gleichmäßig verbunden werden, ohne Kältebrücken.
Diese Systeme sind vielseitig einsetzbar und können verschiedene cURL Too many subrequests., einschließlich Verbundbeutel und Aluminiumfolie, handhaben. Der Fördermechanismus trägt Lasten bis zu 5 kg, was bedeutet, dass die Maschine das Gewicht bewältigt, während die Versiegelungsbänder den notwendigen Druck und die Hitze ausüben.
Hauptmerkmale von Bandversiegelern:
- Siegelbreite: Standardisiert auf 6 mm, 10 mm und 12 mm für unterschiedliche Festigkeitsbedürfnisse.
- Materialvielfalt: Verarbeitet PE, PP und Aluminiumfolie.
- Integrierte Funktionen: Gleichzeitiges Versiegeln, Prägung und Fördern.
Prüfaufbauten und Zugprüfer
Um sicherzustellen, dass unsere Maschinen die versprochene Leistung liefern, setzen wir auf präzise Prüfgeräte. Zugfestigkeit Testpersonen ziehen den versiegelten Bereich auseinander, um die genaue Kraft zu messen, die benötigt wird, um die Bindung zu brechen. Diese Daten bestätigen, ob die Siegelbreite für die vorgesehene Last des Pakets ausreicht.
Wir verwenden auch Vorrichtungen für Burst-Testing, die die Tüte bis zum Versagen unter Druck setzen. Dadurch können wir feststellen, ob der Siegelpunkt der schwächste Punkt ist oder ob das Material selbst zuerst versagt. Regelmäßige Tests stellen sicher, dass Parameter wie Temperatur (0-300°C) und Druck an der Maschine korrekt kalibriert sind, um schwache Siegel oder eine Überversiegelung zu verhindern, bei der das Material dünner wird.
Schritt-für-Schritt-Anleitung zum sicheren Siegeln

Um das Beste aus Ihrer industriellen Verpackungsmaschine herauszuholen, benötigen Sie einen reproduzierbaren Prozess. Das Erzielen eines konsistenten Siegelbreiten-Stärke-Handbuch Standards bedeutet nicht nur, die Maschine einzuschalten; es geht darum, die “Trinität des Siegelns” – Temperatur, Druck und Geschwindigkeit – auf Ihr spezifisches Material abzustimmen. Egal, ob ich eine Hochleistungsproduktion oder eine kleine Charge betreibe, die Befolgung dieser Schritte sorgt dafür, dass jedes Paket die Förderbandseite vollständig gesichert verlässt.
Optimale Siegelparameter einstellen
Der erste Schritt besteht darin, Ihren kontinuierlichen Bandverschließer zu kalibrieren. Unsere Maschinen, wie die FR-900-Serie, verwenden reine Kupferheiz- und -kühlblöcke. Dies ermöglicht einen schnellen Wärmetransfer und Stabilität, was entscheidend ist, wenn Sie eine spezifische minimale Dichtungsfestigkeit. Sie müssen die Temperatureinstellung (0-300°C) gegen die Fördergeschwindigkeit (0-12 m/min) abwägen.
Wenn die Temperatur zu niedrig oder die Geschwindigkeit zu hoch ist, schmilzt die Siegelschicht nicht ausreichend, um zu verbinden. Umgekehrt kann zu viel Hitze oder langsame Geschwindigkeiten den Film verbrennen und schädigen Zugfestigkeit.
Empfohlene Parameterbereiche:
| Materialtyp | Filmdicke | Temp-Einstellung (°C) | Fördergeschwindigkeit | Empfohlene Siegellbreite |
|---|---|---|---|---|
| PE / PP | 0,02 – 0,05 mm | 110°C – 140°C | Schnell (8-10 m/min) | 6 mm – 10 mm |
| Laminierty / Mylar | 0,05 – 0,10mm | 150°C – 180°C | Mittel (5-7 m/min) | 10mm |
| Aluminiumfolie | > 0,10mm | 180°C – 220°C | Langsam (3-5 m/min) | 10mm – 12mm |
Hinweis: Führen Sie immer einen Probelauf durch. Dickere Beutel (bis zu 0,80mm) erfordern längere Haltezeiten, damit die Hitze auch die Dichtlage erreicht.
Korrekte Beutelpositionierung und Handhabung
Auch bei perfekten Einstellungen ruiniert unsachgemäße Handhabung Dichtheit. Der Beutel muss flach und parallel zu den Heizblöcken in das Verschlussmodul eingeführt werden. Da unsere Förderer je nach Modell Lasten zwischen 3 kg und 5 kg unterstützen, müssen Sie sicherstellen, dass das Gewicht des Produkts den Beutel nicht nach unten zieht, was Falten im Dichtbereich verursacht.
- Führen Sie die Führung aus: Stellen Sie die Förderrichtung so ein, dass der Beutel gerade hineinläuft.
- Mund öffnen: Glätten Sie den Dichtbereich, bevor er die Teflonbänder erreicht. Falten schaffen Kanäle, durch die Luft entweichen kann, wodurch die hermetische Dichtung beeinträchtigt wird.
- Unterstützen Sie das Gewicht: Wenn das Produkt schwer ist, passen Sie die Förderhöhe an, damit der Beutel vollständig auf dem Band liegt, ohne die Dichtbacken zu belasten.
Für weitere Einblicke zur Optimierung Ihres gesamten Verpackungsworkflows besuchen Sie unseren Verpackungsressourcen-Blog für operative Tipps.
Nach dem Versiegeln: Inspektion und Qualitätskontrolle
Sobald die Tüte den Kühlblock verlässt, ist eine sofortige Inspektion erforderlich. Ich achte zuerst auf visuelle Hinweise. Eine ordnungsgemäße Siegelung sollte klar sein (bei transparenten Folien) oder eine deutliche, gleichmäßige Struktur aufweisen, die durch das Versiegelungsrad geprägt ist. Wenn Sie die Prägefunktion verwenden, um Daten zu drucken, ist die Klarheit des Textes ein guter Indikator für einen ordnungsgemäßen Druckdruck.
Schnelle Qualitätsprüfungen:
- Visuelle Prüfung: Achten Sie auf Blasen, Brandspuren oder Falten. Ein milchiges oder trübes Siegel bei klarem Kunststoff deutet oft darauf hin, dass die Temperatur zu niedrig ist.
- Der Zugtest: Ziehen Sie den Siegelbereich manuell. Das Material sollte sich dehnen oder reißen, bevor sich das Siegel selbst löst. Dies bestätigt ausreichende Zugfestigkeit.
- Durchbruchprüfung: Bei luftgefüllten Beuteln die Verpackung zusammendrücken. Platzt sie am Siegel, sollten Sie wahrscheinlich die Siegelbreite auf 12 mm erhöhen oder die Temperatur leicht erhöhen.
Regelmäßige Überprüfung des Zustands Ihrer Teflon-Bänder ist ebenfalls wichtig; abgenutzte Bänder führen zu ungleichmäßiger Wärmeübertragung und Schwachstellen im Siegel.
Fehlerbehebung bei typischen Siegelproblemen
Selbst mit industriellen Maschinen wie unserer FR-900-Serie stießen Bediener gelegentlich auf Hindernisse. Die perfekte Balance zwischen Hitze, Geschwindigkeit und Druck zu erreichen, ist eine Kunst. Wenn Ihre Verpackungslinie ins Stocken gerät, spart das schnelle Diagnostizieren der Grundursache Zeit und reduziert Materialabfall. Hier ist, wie wir die häufigsten Probleme angehen, um eine hohe Dichtheit.
Schwaches oder inkonsistentes Siegelstärke
Wenn sich Ihre Verpackung mit wenig Aufwand löst, haben Sie wahrscheinlich nicht den erforderlichen minimale Dichtungsfestigkeit. Dies entsteht üblicherweise durch unzureichende Wärmeübertragung oder unzureichende Verweilzeit. Bei kontinuierlichen Förderbandversiegelern, wenn die Fördergeschwindigkeit zu hoch eingestellt ist (nahe dem Höchstwert von 12 m/min), bleibt der Beutel nicht lange genug im Heizbereich, um die molekularen Schichten zu verschweißen.
- Überprüfen Sie die Temperatur: Stellen Sie sicher, dass Ihre Einstellung der Materialdicke entspricht. Dichtere Laminierungen benötigen Temperaturen näher an der 300°C-Grenze, während dünnes PE deutlich weniger benötigt.
- Heizblöcke überprüfen: Unsere Maschinen verwenden reines Kupferblöcke für Stabilität, aber wenn sie verschmutzt oder falsch ausgerichtet sind, fällt die Wärmeübertragung ab.
- Verbrauchsmaterialien ersetzen: Ein abgenutzter oder verbrannter Teflonband wirkt als unerwünschter Isolator. Das regelmäßige Ersetzen dieser Bänder sorgt dafür, dass die Hitze tatsächlich das Beutelsystem erreicht.
Materialschmelze, Brand oder Knittrigkeit
Überversiegelung ist genauso problematisch wie Unterversiegelung. Wenn Sie sehen, dass der Kunststoff sich kräuselt, schrumpft oder brennt, ist die Energiezufuhr zu hoch. Knittrigkeiten treten oft auf, wenn die Kühlphase unzureichend ist oder das Druckrad zu fest angezogen wird und der Film zieht.
- Senken Sie die Temperatur: Reduzieren Sie die Hitze schrittweise.
- Druck anpassen: Zu großer Druck beim Präge- oder Druckrad kann geschmolzenen Kunststoff aus dem Versiegelungsbereich quetschen, das Material verdünnen und die Barriere ruinieren.
- Materialkompatibilität: Achten Sie darauf, was Sie versiegeln. Während Sie eine hohe Hitze benötigen, wenn Sie das richtige Aluminiumfolie für Lebensmittel auswählen Verpackung verwenden, wird dieselbe Einstellung sofort normalen Polypropylen schmelzen.
Lecks und Kanaldefekte identifizieren
Kanaldefekte — winzige Tunnel in der Versiegelung, in denen der Film nicht bindet — sind die Feinde von Pouch-Nachhaltigkeit und Haltbarkeit. Diese treten oft auf, wenn der Beutel nicht flach in die Maschine geführt wird oder Produktauspuff (wie Mehl oder Gewürze) den Versiegelungsbereich kontaminiert.
Um diese zu erkennen, führen Sie eine schnelle Burst-Testing Prozedur oder einen Wassertauchtest durch, um Blasen zu suchen. Wenn Lecks bestehen:
- Versiegelung verbreitern: Der Wechsel von einer Siegelbreite von 6 mm auf 10 mm oder 12 mm bietet eine größere Oberflächenfläche, um kleine Lücken zu überbrücken.
- Fördern Sie den Förderer ausrichten: Stellen Sie sicher, dass die Förderhöhe und der Winkel es der Tüte ermöglichen, vollständig flach in den Versiegelungsführer zu gelangen, um Falten zu verhindern, die zu Lecks werden.




