

















Comprendiendo la Resistencia de la Selladura y la Anchura de la Selladura
¿Qué es la Resistencia de la Selladura en el Embalaje?
Fuerza de sellado es la fuerza mecánica requerida para separar las capas unidas de un paquete. Sirve como el indicador principal de cuán bien una máquina de envasado ha fusionado materiales termoplásticos—como PE, PP, o Mylar—juntos. En el contexto de operaciones industriales, esta métrica define la capacidad del paquete para resistir tensiones externas durante el envío, manejo y almacenamiento.
Para operadores que utilizan Selladores Continuos de Banda, la resistencia de la selladura no se trata solo de adhesión; es el resultado de una transferencia térmica precisa. El enlace se forma cuando el material alcanza su punto de fusión específico, fluye junto y luego se solidifica bajo presión. El sellado de alta calidad depende de que el resistencia a la tracción de este enlace supere la tensión aplicada por el peso del producto, que puede variar desde artículos minoristas ligeros hasta cargas industriales de 5 kg.
La Relación entre la Anchura de la Selladura y la Integridad de la Junta
La anchura de la selladura es una variable crítica para determinar la fiabilidad general del paquete. Aunque una selladura más ancha generalmente ofrece una mayor barrera frente a fugas, la integridad de la junta depende en gran medida de la consistencia de la aplicación de calor a lo largo de esa anchura. Nuestra maquinaria utiliza bloques de calentamiento de cobre puro para asegurar una distribución de temperatura uniforme, evitando puntos débiles independientemente de la anchura elegida.
- Sellos de 6 mm: Más adecuados para películas ligeras (0.02–0.05 mm) y empaques minoristas pequeños donde las prioridades son minimizar el uso de material y mantener una estética elegante.
- Sellos de 10 mm: El estándar de la industria para Selladores Continuos de Banda. Esta anchura ofrece un equilibrio sólido de resistencia y limpieza visual, adecuado para la mayoría de aplicaciones medianas (1 kg–3 kg).
- Sellos de 12 mm: Diseñados para requisitos de gran dureza, líquidos o polvos. La mayor superficie mejora la resistencia a la ruptura y reduce significativamente el riesgo de vías de contaminación o “fugas de canal” en la zona del sello.
Por qué un sellado adecuado es crítico para la seguridad del producto
Un sello seguro es la primera línea de defensa contra la degradación ambiental y la contaminación. Para productos que requieren una vida útil prolongada, como productos alimentarios en papel de aluminio o bolsas compuestas, integridad del sello no es negociable. Un sello comprometido permite la entrada de humedad, oxígeno y bacterias, lo que provoca un deterioro rápido o fallo del producto.
Más allá de la preservación, un sellado correcto garantiza evidencia de manipulación y contención física. En una producción de alto volumen, utilizar una máquina con regulación de temperatura estable (0-300°C) y presión ajustable asegura que cada paquete salga de la línea sellado herméticamente. Esta consistencia protege la reputación de la marca al prevenir fugas y garantizar que el consumidor final reciba el producto tal como se pretendía.
Factores clave que afectan la fuerza y la calidad del sello

Lograr un paquete confiable no es solo pulsar un botón; requiere equilibrar varias variables técnicas. Ya sea que opere en una línea de producción de alto volumen o en una operación de pequeño lote, entender la mecánica detrás del sello es esencial para prevenir pérdidas de producto. Diseñamos nuestra maquinaria para que los operadores tengan control total sobre estos factores críticos para garantizar una integridad del sello.
Temperatura de sellado y tiempo de permanencia
La relación entre calor y tiempo es la base de cualquier proceso de sellado térmico. Si la temperatura es demasiado baja, el material no alcanza su punto de fusión, resultando en un sello de contacto débil que falla bajo estrés. Si es demasiado alta, la película se degrada, volviéndose frágil o quemada.
- Rango de temperatura: Nuestros selladores de banda continuos ofrecen un rango ajustable de 0-300°C (392°F). Este amplio rango permite un ajuste preciso dependiendo del punto de fusión del material.
- Consistencia térmica: Utilizamos bloques de calentamiento de cobre puro en nuestra serie FR-900. El cobre proporciona una conductividad térmica superior en comparación con el acero estándar, asegurando que la temperatura permanezca estable incluso durante operaciones rápidas y continuas.
- Tiempo de residencia: Esto está determinado por la velocidad de la cinta transportadora, que es ajustable desde 0-12m/min. Una velocidad más lenta aumenta el tiempo de residencia, permitiendo que más energía térmica se transfiera a películas más gruesas (hasta 0,80 mm), mientras que las velocidades más rápidas aumentan la producción para materiales más delgados.
Presión de sellado y distribución de la fuerza
El calor funde el material, pero es la presión lo que fusiona las capas entre sí. Sin una fuerza adecuada, incluso el plástico fundido no formará un vínculo cohesivo. En nuestros selladores de banda continua, la rueda de presión desempeña un papel vital al comprimir la película calentada a medida que pasa por los bloques de enfriamiento.
- Uniformidad: Presión constante a lo largo de todo ancho de sellado (estandarizado en 6 mm, 10 mm o 12 mm) evita bolsas de aire y puntos débiles.
- Ajuste: La presión debe calibrarse según el espesor de la bolsa. Las bolsas compuestas más gruesas requieren una mayor compactación para garantizar que las capas internas de sellante se fusionen completamente, impactando directamente en resistencia a la tracción del paquete.
Selección de material y propiedades de barrera
Los diferentes materiales de embalaje reaccionan de manera distinta al calor y a la presión. Una configuración que funciona para polietileno simple (PE) probablemente fallará en un laminado multicapa. Comprender las propiedades térmicas específicas de su material es clave para configurar la máquina correctamente.
- Películas plásticas (PE/PP): Generalmente requieren temperaturas más bajas y velocidades más rápidas.
- Laminados y Folio: Materiales como papel de aluminio a granel o Mylar actúan como disipadores de calor. Requieren configuraciones de temperatura más altas y velocidades de cinta más lentas para conducir el calor a través de la capa metálica hasta la interfaz del sellante.
- Grosor: Nuestras máquinas manejan films desde 0,02 mm a 0,80 mm. A medida que aumenta el espesor, aumenta la resistencia a la transferencia de calor, lo que requiere ajustes para mantener la fuerza de sellado mínima.
Condiciones ambientales y Contaminación
Incluso con configuraciones de máquina perfectas, factores externos pueden comprometer el sellado. En entornos industriales, la limpieza del área de sellado a menudo se pasa por alto pero es crítica.
- Contaminación: El polvo, polvo, grasa o líquido en el área de sellado actúa como una barrera, impidiendo que las capas de plástico se fusionen. Esta es una causa común de fugas en los canales.
- Desgaste de componentes: Desgastado bandas de Teflón puede provocar calentamiento desigual o problemas de transferencia de textura. La inspección regular de las bandas de sellado garantiza que el desgaste ambiental no degrade la calidad del resultado final.
Normas de la industria para la prueba de resistencia al sellado
En el mundo del empaque, adivinar no es una opción. Contamos con normas establecidas para asegurar que los sellos producidos por nuestra maquinaria—ya sea un sellador de banda continua o una unidad de vacío—puedan soportar las rigores reales de la cadena de suministro. Cumplir con estos protocolos ASTM garantiza integridad del sello y protege la reputación de su marca.
ASTM F88: Método de prueba estándar para la resistencia del sellado
Este es el punto de referencia de la industria para medir la resistencia a la tracción fuerza de un sello. ASTM F88 implica cortar una tira de una pulgada del material sellado y separarla a una velocidad controlada para medir la fuerza requerida para separar las capas.
- Técnica: El método de sujeción de la cola (Técnica A, B o C) determina cómo se apoya el material durante el tirón.
- Relevancia: Indica si los ajustes de calor, presión y tiempo de permanencia en la selladora fueron suficientes para el material específico utilizado.
Para las empresas que utilizan el material de PE para embalaje de alimentos, pasar la prueba ASTM F88 confirma que el enlace químico es lo suficientemente fuerte para evitar aperturas accidentales mientras sigue siendo funcional para el usuario final.
ASTM F1140 y F2054: Métodos de Prueba de Burst
Mientras las pruebas de tracción examinan una sección específica del sello, prueba de explosión evalúa la capacidad de todo el paquete para soportar la presión interna.
- ASTM F1140: Esta es una prueba no restringida donde el paquete se inflama hasta fallar. Identifica el punto más débil del sello o del material.
- ASTM F2054: Esto utiliza placas de contención para limitar la expansión del paquete, obligando el estrés directamente al perímetro del sello.
Estas pruebas son cruciales para determinar la la fuerza de sellado mínima necesarias para evitar explosiones durante cambios de altitud o compresión física en tránsito.
ASTM F2824: Ensayos Mecánicos para Tapas Desmontables
Para envases rígidos sellados con tapas flexibles, ASTM F2824 mide la fuerza mecánica necesaria para separar la tapa de la bandeja. Esta norma se centra en el equilibrio entre un cierre seguro y la comodidad del consumidor. Es particularmente importante cuando se entiende el papel del papel de aluminio en el envasado, ya que las tapas de aluminio deben proporcionar una barrera hermética sin ser imposibles de abrir. Utilizamos estos datos para ajustar finamente las temperaturas, asegurando que la capa adhesiva se active correctamente sin sobre-soldar.
Cómo Medir y Calcular la Resistencia del Sello

Para asegurar que nuestros selladores industriales, como la serie FR-900, estén entregando la integridad del sello requerida para un transporte seguro, no podemos adivinar. Necesitamos datos concretos. Medir la resistencia del sello implica métodos de preparación y cálculo específicos para determinar si la unión cumple con lo necesario la fuerza de sellado mínima para su aplicación específica.
Preparación de especímenes de prueba y técnicas (A, B y C)
Obtener datos precisos comienza con cómo cortas la muestra. Siempre recomiendo cortar una franja uniforme perpendicular al sello, normalmente de 1 pulgada (25.4 mm) o 15 mm de ancho, dependiendo de la norma que estés siguiendo. Los bordes deben estar limpios y libres de muescas para evitar desgarros prematuros.
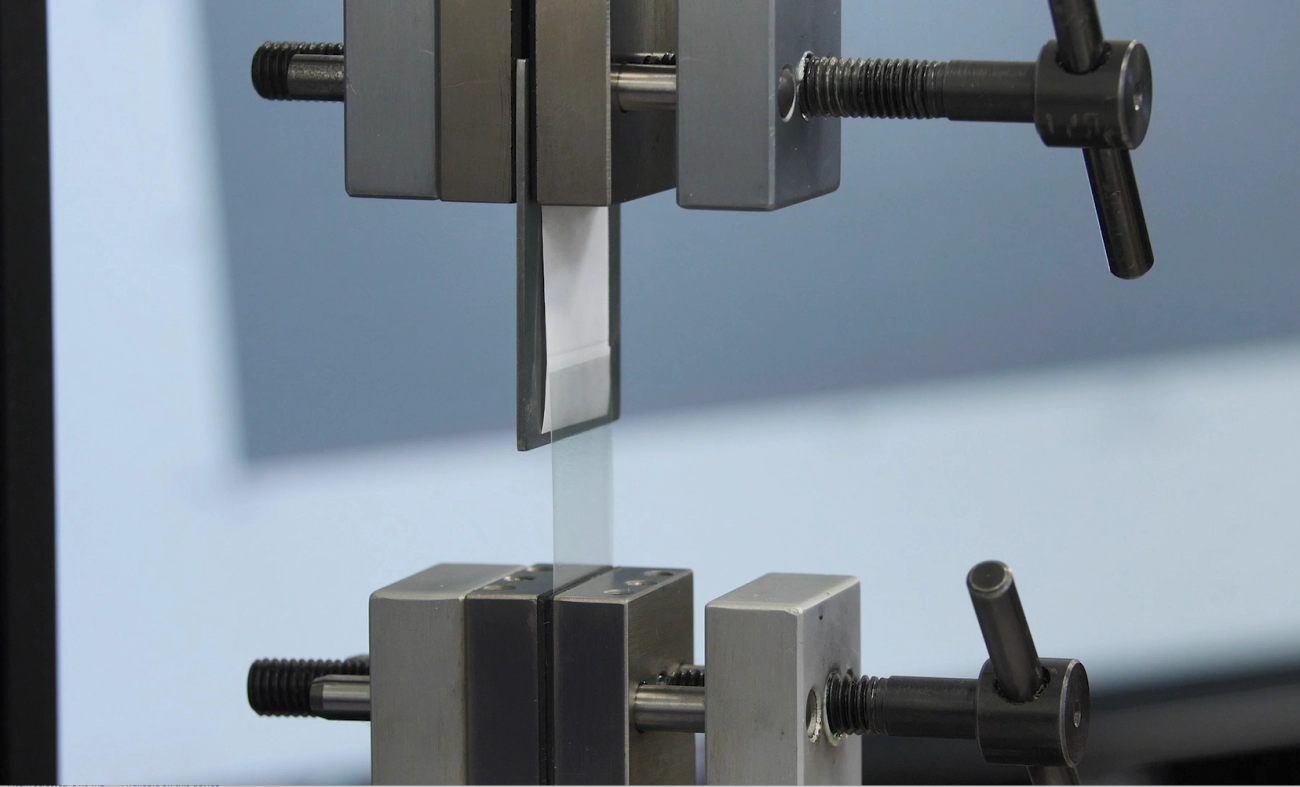
Al realizar la prueba de tracción (normalmente utilizando una máquina de ensayo universal), existen tres técnicas estándar utilizadas para sujetar la muestra:
- Técnica A (Sin soporte): La muestra queda colgando libremente entre las mordazas. Este es el método más común pero puede verse influenciado por la rigidez del material.
- Técnica B (Soporte 90°): La cola de la muestra es soportada a mano o con un accesorio en un ángulo de 90 grados. Esto reduce el impacto del ángulo de despegue en el resultado.
- Técnica C (Soporte 180°): La muestra está respaldada por una placa de alineación rígida. Esta es la prueba más agresiva para resistencia a la tracción y minimiza la variable de la flexibilidad del bolso.
Cálculo de la Tensión Máxima frente a la Tensión Promedio de Sellado
Cuando realizamos estas pruebas, el equipo genera una curva fuerza-desplazamiento. Es crucial distinguir entre dos métricas clave:
- Tensión Máxima (Pico) de Sellado: Este es la fuerza más alta registrada justo antes de que el sello comience a separarse o que el material se rompa. Este número es crucial para entender prueba de explosión límites—cuánta presión repentina puede soportar el paquete.
- Tensión Promedio de Sellado: Esto calcula la fuerza promedio necesaria para despegar el sello a lo largo de una distancia específica. A menudo es un mejor indicador de la consistencia, especialmente para sellos fáciles de abrir donde se requiere una experiencia de apertura suave.
Para aplicaciones de alta resistencia que utilizan nuestros anchos de sello de 10 mm o 12 mm, normalmente priorizamos la Tensión Pico para asegurar que el paquete permanezca cerrado bajo estrés.
Interpretación de modos de fallo y resultados de pruebas
El número en la pantalla es solo la mitad de la historia; cómo la junta falla me dice exactamente qué necesita ajustarse en la máquina.
- Fallo adhesivo (Des peeling): La junta se separa limpiamente entre las dos capas. Si la fuerza es demasiado baja, normalmente aumento la temperatura en los bloques de calefacción de cobre puro o aumento la tensión de la rueda de presión.
- Fallo cohesivo: La junta se separa, pero deja residuo de material en ambos lados. Esto indica un enlace fuerte, a menudo visto en sostenibilidad de la bolsa materiales enfocados donde la capa de sellante se divide internamente.
- Rotura de material (Desgarro): El material se rompe fuera del área de la junta. Este es el resultado ideal para aplicaciones no desechables. Significa que la junta es más fuerte que la propia película.
- Elongación: El material se estira significativamente antes de romperse. Esto es común con películas de PE y requiere revisar la velocidad de la cinta transportadora para asegurar que no nos sobrecalentemos y adelgacemos el plástico durante el proceso de sellado.
Equipo y tecnología de sellado comunes

Seleccionar la maquinaria adecuada es la base de nuestro Guía de Resistencia de Ancho de Junta. La tecnología que uses dicta directamente si puedes lograr de forma consistente ese ancho de junta crítico de 10 mm o 12 mm requerido para aplicaciones industriales. Clasificamos el equipo según métodos de calentamiento y niveles de automatización, cada uno cumpliendo un papel específico en el mantenimiento integridad del sello.
Selladores por impulso y de calor constante
Para operaciones de menor volumen o de mesa, a menudo consideramos selladores por impulso. Estas unidades aplican calor solo cuando las mordazas están cerradas, lo que las hace energéticamente eficientes y más seguras para uso manual. Son excelentes para básicos bolsas selladoras fabricados en polietileno (PE) o polipropileno (PP) donde un sello más delgado (típicamente de 2 mm a 5 mm) es suficiente para objetos ligeros.
En contraste, los selladores de calor constante mantienen una temperatura estable de forma continua. Esta tecnología es vital para materiales más gruesos como Mylar o laminados de aluminio que requieren energía térmica más alta y estable para unir. Nuestras instalaciones industriales utilizan este método de calor constante para asegurar que la junta no falle bajo estrés.
- Impulso: Mejor para películas delgadas (0.02mm-0.05mm) y trabajo intermitente.
- Calor constante: Necesario para laminados gruesos y producción de alta velocidad.
Sistemas automáticos de sellado por banda y vacío
Cuando pasamos al empaquetado de alto volumen, los sistemas automáticos de sellado por banda y vacío se convierten en la norma. Las selladoras de banda continua de la serie FR-900 están diseñadas para manejar esta carga de trabajo, con velocidades ajustables de 0-12 m/min. A diferencia de las opciones manuales, estas máquinas utilizan bloques de calefacción y enfriamiento de cobre puro. Esto permite una regulación de temperatura rápida y estable de hasta 300°C, asegurando que las uniones anchas (10 mm o 12 mm) se adhieran de manera uniforme sin puntos fríos.
Estos sistemas son lo suficientemente versátiles para manejar varios cURL Too many subrequests., incluidas bolsas compuestas y aluminio. El mecanismo de la cinta transportadora soporta cargas de hasta 5 kg, lo que significa que la máquina maneja el peso mientras las bandas de sellado aplican la presión y el calor necesarios.
Características clave de las selladoras por banda:
- Ancho de sellado: Estandarizado en 6 mm, 10 mm y 12 mm para necesidades de resistencia variables.
- Versatilidad de Materiales: Soporta PE, PP y aluminio en lámina.
- Funciones integradas: Sellado simultáneo, relieve y transporte.
Dispositivos de prueba y probadores de resistencia a la tracción
Para garantizar que nuestra maquinaria ofrece el rendimiento prometido, nos apoyamos en equipos de prueba precisos. Resistencia a la tracción los probadores separan la zona sellada para medir la fuerza exacta necesaria para romper la unión. Estos datos confirman si el ancho de sellado es suficiente para la carga prevista del paquete.
También utilizamos accesorios para prueba de explosión, lo que presuriza la bolsa hasta que falla. Esto nos ayuda a identificar si el punto más débil es la costura o si la propia material falla primero. Las pruebas regulares aseguran que parámetros como la temperatura (0-300°C) y la presión estén calibrados correctamente en la máquina para evitar costuras débiles o “sobrecierre” donde el material se adelgaza.
Guía paso a paso para lograr una Costura Segura

Para sacar el máximo provecho de su maquinaria de envasado industrial, necesitas un proceso repetible. Lograr una consistencia Guía de Resistencia de Ancho de Junta el estándar no se trata solo de encender la máquina; se trata de ajustar la “Trinidad del Sellado”—temperatura, presión y velocidad—para coincidir con tu material específico. Ya sea que esté operando una línea de alto volumen o un pequeño lote, seguir estos pasos garantiza que cada paquete salga de la cinta transportadora completamente seguro.
Configuración de Parámetros de Sellado Óptimos
El primer paso es calibrar su selladora de banda continua. Nuestras máquinas, como la serie FR-900, utilizan bloques de calentamiento y enfriamiento de cobre puro. Esto permite una transferencia térmica rápida y estabilidad, lo cual es crucial cuando se busca un la fuerza de sellado mínima. Debe equilibrar la configuración de temperatura (0-300°C) frente a la velocidad de la cinta transportadora (0-12m/min).
Si la temperatura es demasiado baja o la velocidad demasiado alta, la capa de sellante no se funde lo suficiente para unir. Por el contrario, un calor excesivo o velocidades lentas pueden quemar la película y degradar resistencia a la tracción.
Rangos de Parámetros Recomendados:
| Tipo de material | Grosor de la película | Configuración de Temperatura (°C) | Velocidad de la Cinta | Ancho de Sellado Recomendado |
|---|---|---|---|---|
| PE / PP | 0.02 – 0.05 mm | 110°C – 140°C | Rápido (8-10 m/min) | 6 mm – 10 mm |
| Laminados / Mylar | 0.05 – 0.10 mm | 150°C – 180°C | Medio (5-7 m/min) | 10mm |
| Papel de aluminio | > 0.10mm | 180°C – 220°C | Lento (3-5 m/min) | 10mm – 12mm |
Nota: Realice siempre una prueba piloto. Bolsas más gruesas (hasta 0.80mm) requieren tiempos de contacto mayores para asegurar que el calor penetre hasta la capa selladora.
Posicionamiento y manejo adecuados del pouch
Incluso con ajustes perfectos, un mal manejo arruina integridad del sello. La bolsa debe entrar al módulo de sellado plana y paralela a los bloques de calefacción. Dado que nuestros transportadores soportan cargas entre 3 kg y 5 kg según el modelo, debe asegurarse de que el peso del producto no arrastre la bolsa hacia abajo, lo que provoca arrugas en la zona de sellado.
- Alinear la guía: Ajuste la guía de alimentación para que el pouch entre recto.
- Aplanar la boquilla: Alise la zona de sellado antes de que llegue a las correas de teflón. Las arrugas crean canales por donde puede escapar el aire, comprometiendo el sellado hermético.
- Soporte del peso: Si el producto es pesado, ajuste la altura de la cinta transportadora para que la bolsa descanse completamente sobre la banda sin tensar las mordazas de sellado.
Para obtener más ideas sobre cómo optimizar todo su flujo de trabajo de empaquetado, consulte nuestro blog de recursos de packaging para consejos operativos.
Inspección posterior al sellado y Aseguramiento de la calidad
Una vez que la bolsa sale del bloque de enfriamiento, es necesaria una inspección inmediata. Siempre busco primero indicios visuales. Un sellado adecuado debe ser claro (para películas transparentes) o tener una textura distinta y uniforme impresa por la rueda de sellado. Si está utilizando la función de grabado para imprimir fechas, la claridad del texto es un buen indicador de una aplicación de presión adecuada.
Comprobaciones rápidas de calidad:
- Inspección Visual: Busque burbujas, quemaduras o pliegues. Un sello opaco o lechoso en plástico claro suele indicar que la temperatura es demasiado baja.
- La Prueba de Tira: Tire manualmente del área de sellado. El material debe estirarse o romperse antes de que el propio sello se separe. Esto confirma una presión adecuada resistencia a la tracción.
- Comprobación de ruptura: Para bolsas llenas de aire, apriete el paquete. Si estalla en el sello, probablemente necesite aumentar el ancho del sello a 12 mm o elevar ligeramente la temperatura.
Revisar regularmente el estado de sus correas de teflón también es vital; correas gastadas provocan una transferencia de calor desigual y puntos débiles en el sello.
Solución de problemas de sellado comunes
Incluso con maquinaria de grado industrial como nuestra serie FR-900, los operadores ocasionalmente se enfrentan a obstáculos. Lograr el equilibrio perfecto entre calor, velocidad y presión es un arte. Cuando su línea de envasado se traba, diagnosticar rápidamente la causa raíz ahorra tiempo y reduce el desperdicio de material. Aquí está cómo abordamos los problemas más frecuentes para mantener alto integridad del sello.
Sellado débil o inconsistente
Si su paquete se abre con poco esfuerzo, probablemente no ha logrado lo necesario la fuerza de sellado mínima. Esto normalmente proviene de una transferencia de calor insuficiente o un tiempo de permanencia inadecuado. En selladores de banda continua, si la velocidad del transportador está configurada demasiado alta (aproximándose al máximo de 12 m/min), la bolsa no permanece en la zona de calentamiento el tiempo suficiente para fusionar las capas moleculares.
- Compruebe la Temperatura: Asegúrese de que la configuración coincida con el espesor del material. Las laminaciones más gruesas requieren temperaturas más cercanas al límite de 300°C, mientras que PE fino requiere mucho menos.
- Inspeccionar Bloques de Calor: Nuestras máquinas utilizan bloques de cobre puro para estabilidad, pero si están sucios o desalineados, la transferencia de calor disminuye.
- Reemplazar consumibles: Desgastado o quemado Faja de teflón actúa como un aislante no deseado. Reemplazar estas correas regularmente garantiza que el calor realmente llegue a la bolsa.
Derretimiento, Quema o Arrugamiento del Material
El sobre-sellado es tan problemático como el sub-sellado. Si ves que el plástico se riza, se encoge o se quema, la entrada de energía es demasiado alta. Las arrugas suelen ocurrir cuando la fase de enfriamiento es insuficiente o la rueda de presión está apretada demasiado, arrastrando la película.
- Bajar la Temperatura: Reducir el calor en incrementos pequeños.
- Ajustar la Presión: Una fuerza excesiva de la estampación o de la rueda de presión puede exprimir plástico derretido fuera del área de sellado, adelgazando el material y arruinando la barrera.
- Compatibilidad de materiales: Tenga cuidado con lo que está sellando. Aunque pueda necesitar calor alto cuando elige el papel de aluminio adecuado para alimentos empaquetado, ese mismo ajuste derretirá de inmediato el polipropileno estándar.
Identificación de Fugas y Defectos de Canal
Los defectos de canal—pequeños túneles en el sello donde la película no se une—son los enemigos de sostenibilidad de la bolsa y de su vida útil. A menudo ocurren cuando la bolsa no se alimenta plana en la máquina o si el polvo del producto (como harina o especias) contamina el área del sello.
Para detectarlos, realice una rápida prueba de explosión procedimiento o una prueba de inmersión en agua para buscar burbujas. Si persisten las fugas:
- Ampliar el Sello: Pasar de una anchura de sello de 6 mm a 10 mm o 12 mm ofrece más superficie para cubrir pequeños huecos.
- Alinear la Cinta Transportadora: Asegurar que la altura y el ángulo de la cinta transportadora permitan que la bolsa entre por completo plana en la guía de sellado, evitando pliegues que se conviertan en fugas.





