Comprendere la Resistenza della Sigillatura e la Larghezza della Sigillatura
Cos'è la Resistenza della Sigillatura nell'Imballaggio?
Resistenza della tenuta è la forza meccanica richiesta per separare gli strati legati di un pacchetto. Rappresenta il principale indicatore di quanto bene una macchina di imballaggio abbia fuso i materiali termoplastici—come PE, PP, o Mylar—insieme. Nel contesto delle operazioni industriali, questa metrica definisce la capacità del pacchetto di resistere a stress esterni durante la spedizione, la manipolazione e la conservazione.
Per gli operatori che utilizzano Sigillatrici a nastro continuo, la resistenza della sigillatura non riguarda solo l’adesione; è il risultato di un trasferimento termico preciso. Il legame si forma quando il materiale raggiunge il punto di fusione specifico, fluisce insieme e poi si solidifica sotto pressione. Sigillature di alta qualità si basano sul resistenza alla trazione del legame che supera lo stress applicato dal peso del prodotto, che può variare da articoli leggeri al dettaglio a carichi industriali pesanti di 5 kg.
La Relazione tra Larghezza della Sigillatura e Integrità della Giunzione
La larghezza della sigillatura è una variabile critica nel determinare l’affidabilità complessiva del pacchetto. Sebbene una sigillatura più ampia offra generalmente una maggiore barriera contro le perdite, l’integrità della giunzione dipende fortemente dalla coerenza dell’applicazione del calore lungo quella larghezza. La nostra macchina utilizza blocchi riscaldanti in rame puro per garantire una distribuzione uniforme della temperatura, prevenendo punti deboli indipendentemente dalla larghezza scelta.
- Sigillature da 6 mm: Ideali per film leggeri (0,02–0,05 mm) e imballaggi al dettaglio di piccole dimensioni dove minimizzare l’uso di materiale e mantenere un’estetica snella sono priorità.
- Sigillature da 10 mm: Lo standard del settore per Sigillatrici a nastro continuo. Questa larghezza offre un equilibrio robusto tra forza e ordine visivo, adatto per la maggior parte delle applicazioni di media resistenza (1 kg–3 kg).
- Guarnizioni da 12 mm: Progettate per requisiti pesanti, liquidi o polveri. L'aumento della superficie migliora la resistenza alla schiacciatura e riduce significativamente il rischio di percorsi di contaminazione o di perdite di canale nell'area della guarnizione.
Perché una corretta sigillatura è fondamentale per la sicurezza del prodotto
Una sigillatura sicura è la prima linea di difesa contro il degrado ambientale e la contaminazione. Per prodotti che richiedono una lunga shelf life, come alimenti in foglio di alluminio o buste composite, integrità della tenuta non è negoziabile. Una guarnizione compromessa permette l'ingresso di umidità, ossigeno e batteri, portando a rapido deterioramento o guasto del prodotto.
Oltre alla conservazione, una sigillatura corretta garantisce prova di manomissione e contenimento fisico. In produzioni ad alto volume, utilizzare una macchina con regolazione stabile della temperatura (0-300°C) e pressione regolabile assicura che ogni confezione esca dalla linea sigillata ermeticamente. Questa coerenza protegge la reputazione del marchio prevenendo perdite e garantendo che il consumatore finale riceva il prodotto esattamente come previsto.
Fattori chiave che influenzano la forza e la qualità della sigillatura

Ottenere un imballo affidabile non riguarda solo premere un pulsante; richiede bilanciare diverse variabili tecniche. Che si gestisca una linea di produzione ad alto volume o un’operazione in piccoli lotti, comprendere la meccanica dietro la sigillatura è essenziale per prevenire la perdita di prodotto. Progettiamo i nostri macchinari per offrire agli operatori il pieno controllo su questi fattori critici per garantire coerenza integrità della tenuta.
Temperatura di sigillatura e tempo di contatto
La relazione tra calore e tempo è la base di qualsiasi processo di sigillatura termica. Se la temperatura è troppo bassa, il materiale non raggiunge il punto di fusione, risultando in una sigillatura debole “appiccicosa” che falla sotto sforzo. Se è troppo alta, la pellicola si degrada, diventando fragile o bruciata.
- Intervallo di temperatura: I nostri sigillatori a nastro continui offrono un intervallo regolabile di 0-300°C (392°F). Questo ampio intervallo permette una messa a punto precisa a seconda del punto di fusione del materiale.
- Coerenza termica: Utilizziamo blocchi riscaldanti in rame puro nel FR-900 series. Il rame offre una conduttività termica superiore rispetto all'acciaio standard, garantendo che la temperatura rimanga stabile anche durante operazioni rapide e continue.
- Tempo di permanenza: Questo è determinato dalla velocità del trasportatore, regolabile da 0-12m/min. Una velocità più lenta aumenta il tempo di permanenza, permettendo a più energia termica di trasferirsi in film più spessi (fino a 0,80 mm), mentre velocità più elevate aumentano la produttività per materiali più sottili.
Pressione di sigillatura e distribuzione della forza
Il calore fonde il materiale, ma è la pressione ciò che fissa gli strati insieme. Senza una forza adeguata, anche la plastica fusa non formerà un legame coesivo. Nei sigillatori a nastro continui, la ruota di pressione svolge un ruolo fondamentale nel comprimere il film riscaldato mentre passa attraverso i blocchi di raffreddamento.
- Uniformità: Pressione costante su tutta la larghezza di sigillatura (standardizzata a 6 mm, 10 mm o 12 mm) previene tasche d'aria e punti deboli.
- Regolazione: La pressione deve essere calibrata in base allo spessore del sacchetto. Sacchi compositi più spessi richiedono una compressione maggiore per garantire che gli strati interni di sigillante si fondano completamente, influenzando direttamente il resistenza alla trazione del pacchetto.
Selezione dei materiali e proprietà di barriera
Diversi materiali di confezionamento reagiscono in modo diverso al calore e alla pressione. Una impostazione che funziona per il Polyethylene (PE) semplice probabilmente fallirà su un laminato multistrato. Comprendere le proprietà termiche specifiche del materiale è fondamentale per configurare correttamente la macchina.
- Pellicole plastiche (PE/PP): Generalmente richiedono temperature più basse e velocità più elevate.
- Laminati e Foglio metallico: Materiali come foglio di stagno all'ingrosso o Mylar agiscono come dissipatori di calore. Richiedono impostazioni di temperatura più alte e velocità del trasportatore più lente per spingere il calore attraverso lo strato di metallo fino all'interfaccia del sigillante.
- Spessore: Le nostre macchine gestiscono pellicole da 0,02 mm a 0,80 mm. Man mano che lo spessore aumenta, aumenta anche la resistenza al trasferimento di calore, richiedendo aggiustamenti per mantenere la resistenza minima della guarnizione.
Condizioni ambientali e contaminazione
Anche con impostazioni della macchina perfette, fattori esterni possono compromettere la guarnizione. In ambienti industriali, la pulizia dell'area della guarnizione è spesso trascurata ma cruciale.
- Contaminazione: Polvere, polvere fine, grasso o liquido nell'area della guarnizione agiscono da barriera, impedendo la fusione degli strati di plastica. Questa è una causa comune di perdite del canale.
- Usura dei componenti: Usurato cinture in teflon può portare a riscaldamento disomogeneo o problemi di trasferimento della trama. L'ispezione regolare delle bande di saldatura garantisce che l'usura ambientale non degradi la qualità del prodotto finale.
Standard di settore per i test di resistenza della guarnizione
Nel mondo dell'imballaggio, indovinare non è un'opzione. Ci affidiamo a standard consolidati per garantire che le guarnizioni prodotte dalle nostre macchine—sia che si tratti di una saldatrice a banda continua o di una unità sottovuoto—possono resistere alle rigidezze della catena di approvvigionamento reale. Rispettare tali protocolli ASTM assicura integrità della tenuta e protegge la reputazione del tuo marchio.
ASTM F88: Metodo di prova standard per la resistenza della guarnizione
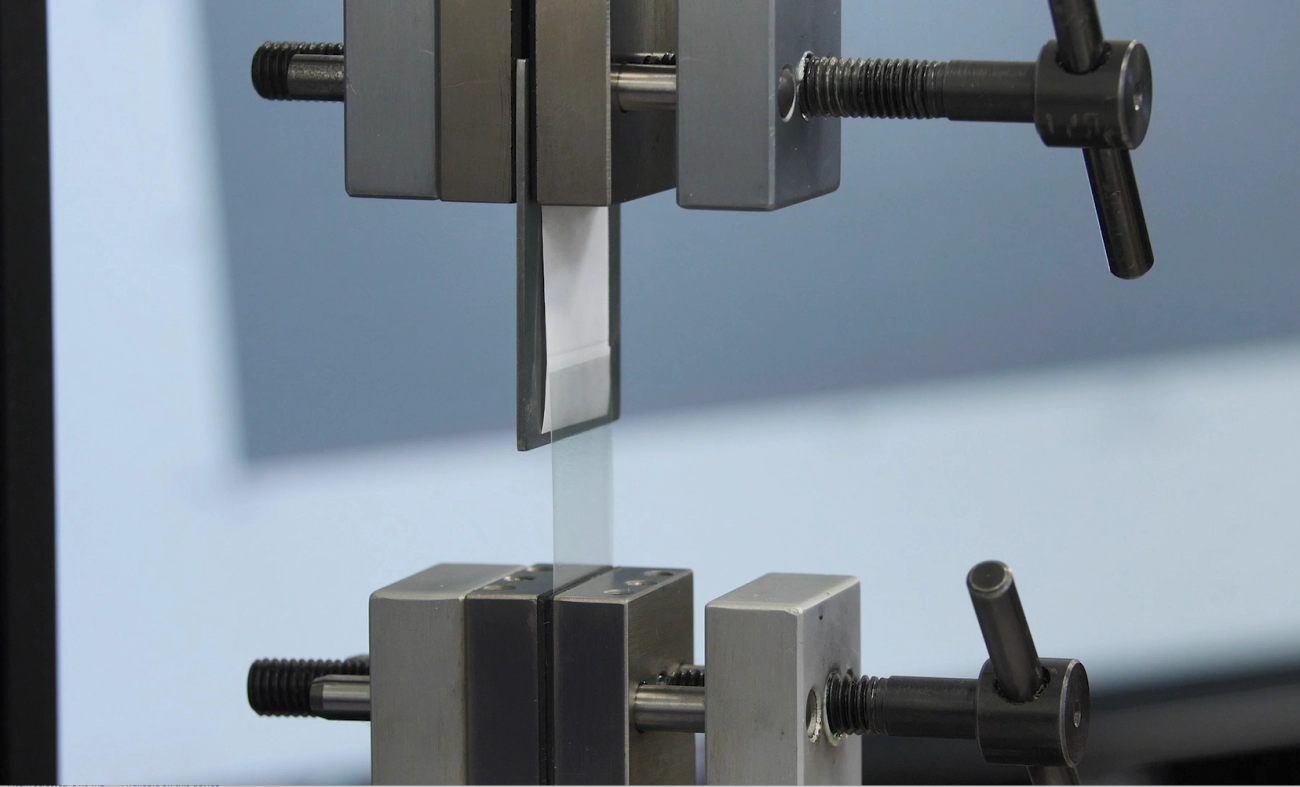
Questo è il punto di riferimento del settore per misurare la resistenza alla trazione della guarnizione. ASTM F88 prevede il taglio di una striscia di materiale sigillato lunga un pollice e l'estrarla a una velocità controllata per misurare la forza necessaria per separare gli strati.
- Tecnica: Il metodo di tenuta della coda (Tecnica A, B o C) determina come il materiale viene supportato durante l'estrazione.
- Rilevanza: Indica se le impostazioni di calore, pressione e tempo di permanenza sulla sigillatrice erano sufficienti per il materiale specifico utilizzato.
Per le imprese che utilizzano il materiale PE per l'imballaggio alimentare, la prova ASTM F88 conferma che l’incastro chimico è sufficientemente robusto da impedire l’apertura accidentale mantenendo la funzionalità per l’utente finale.
ASTM F1140 e F2054: Metodi di test di scoppio
Mentre i test di trazione guardano a una specifica sezione della sigillatura, test di scoppio valutano la capacità dell’intero confezionamento di sopportare la pressione interna.
- ASTM F1140: Questo è un test non vincolante in cui il confezionamento viene gonfiato fino al fallimento. Individua il punto più debole della sigillatura o del materiale.
- ASTM F2054: Questo utilizza piatti di contenimento per limitare l’espansione del confezionamento, imponendo lo stress direttamente sul perimetro della sigillatura.
Questi test sono cruciali per determinare il la resistenza minima della guarnizione necessario per prevenire scoppi durante i cambi di quota o la compressione fisica durante il trasporto.
ASTM F2824: Test meccanici per coperchi peelable
Per contenitori rigidi sigillati con coperchi flessibili, ASTM F2824 misura la forza meccanica necessaria per separare il coperchio dal vassoio. Questo standard si concentra sull’equilibrio tra una chiusura sicura e la comodità per il consumatore. È particolarmente importante quando comprendere il ruolo della pellicola di alluminio nell’imballaggio, poiché i coperchi in alluminio devono fornire una barriera ermetica senza essere impossibili da aprire. Utilizziamo questi dati per affinare le impostazioni di temperatura, assicurando che lo strato adesivo si attivi correttamente senza sovrappiegare.
Come misurare e calcolare la resistenza della sigillatura

Per garantire che i sigillanti industriali, come la serie FR-900, forniscano la integrità della tenuta necessaria per un trasporto sicuro, non possiamo semplicemente indovinare. Abbiamo bisogno di dati concreti. La misurazione della resistenza della sigillatura richiede metodi di preparazione e calcolo specifici per determinare se il legame soddisfa i requisiti la resistenza minima della guarnizione per la tua applicazione specifica.
Preparazione ed Elaborazione dei Campioni di Prova (A, B e C)
Ottenere dati accurati inizia dal modo in cui si taglia il campione. Raccomando sempre di tagliare una striscia uniforme perpendicolare al sigillo, di solito larga 1 pollice (25,4 mm) o 15 mm, a seconda dello standard seguito. I bordi devono essere puliti e privi di incavi per evitare strappi prematuri.
Quando si esegue il test di trazione (tipicamente utilizzando una macchina di prova universale), ci sono tre tecniche standard utilizzate per trattenere il campione:
- Tecnica A (Senza Supporto): Il campione è lasciato sospeso tra le ganasce. Questo è il metodo più comune ma può essere influenzato dalla rigidità del materiale.
- Tecnica B (Supportata 90°): La coda del campione è supportata a mano o con una ferma a un angolo di 90 gradi. Questo riduce l'impatto dell'angolo di pelatura sul risultato.
- Tecnica C (Supportata 180°): Il campione è sostenuto da una piastra di allineamento rigida. Questo è il test più aggressivo per resistenza alla trazione e minimizza la variabile della flessibilità della borsa.
Calcolo della Resistenza Massima vs. Media del Sigillo
Quando eseguiamo questi test, l'apparecchiatura genera una curva forza-spostamento. È fondamentale distinguere tra due metriche chiave:
- Resistenza Massima (Picco) del Sigillo: Questa è la forza più alta registrata poco prima che il sigillo inizi a separarsi o che il materiale si rompa. Questo valore è cruciale per comprendere test di scoppio limiti—quanto può sopportare improvvisamente il pacco.
- Resistenza Media del Sigillo: Questo calcola la forza media richiesta per aprire il sigillo su una distanza specifica. Questo è spesso un indicatore migliore della coerenza, soprattutto per sigilli apribili dove è richiesta una facile apertura.
Per applicazioni pesanti che utilizzano le nostre larghezze di sigillo da 10 mm o 12 mm, di solito diamo priorità alla Resistenza di Picco per garantire che il pacco rimanga chiuso sotto stress.
Interpretazione dei Modi di Guasto e dei Risultati dei Test
Il numero sullo schermo è solo metà della storia; come il sigillo fallisce mi dice esattamente cosa deve essere regolato sulla macchina.
- Fallimento dell’adesivo (stacco): Il sigillo si separa pulitamente tra i due strati. Se la forza è troppo bassa, di solito aumento la temperatura sui blocchi riscaldanti in rame puro o aumento la tensione della ruota di pressione.
- Fallimento coesivo: Il sigillo si separa, ma lascia residuo di materiale su entrambi i lati. Questo indica un legame forte, spesso osservato in sostenibilità della confezione materiali focalizzati dove lo strato sigillante si divide internamente.
- Rottura del materiale (strappo): Il materiale si strappa al di fuori dell’area del sigillo. Questo è l’esito ideale per applicazioni non staccabili. Significa che il sigillo è più forte del film stesso.
- Allungamento: Il materiale si allunga significativamente prima di rompersi. È comune con film in PE e richiede di controllare la velocità del nastro trasportatore per assicurarsi che non si surriscaldi e assottigli il plastico durante il processo di sigillatura.
Apparecchiature e tecnologia comuni di sigillatura

Selezionare la giusta macchina è la base di ciò che offriamo Guida alla resistenza della larghezza di sigillo. La tecnologia che usi determina direttamente se puoi ottenere costantemente quella cruciale larghezza di sigillo di 10 mm o 12 mm richiesta per applicazioni industriali. Classifichiamo le attrezzature in base ai metodi di riscaldamento e ai livelli di automazione, ognuno con un ruolo specifico nel mantenimento integrità della tenuta.
Sigillatori a impulso e a calore costante
Per operazioni di basso volume o da tavolo, spesso prendiamo in considerazione sigillatori a impulso. Queste unità applicano calore solo quando le mascelle sono chiuse, rendendole efficienti energeticamente e più sicure per l’uso manuale. Sono eccellenti per basi di buste sigillanti realizzati in polietilene (PE) o polipropilene (PP) dove una sigillatura più sottile (tipicamente da 2 mm a 5 mm) è sufficiente per oggetti leggeri.
Al contrario, i sigillatori a calore costante mantengono una temperatura impostata continuamente. Questa tecnologia è fondamentale per materiali più spessi come Mylar o laminati metalizzati che richiedono energia termica superiore e costante per legarsi. Le nostre impostazioni industriali utilizzano questo metodo di calore costante per garantire che il sigillo non fallisca sotto sforzo.
- Impulso: Ideale per film sottili (0,02 mm-0,05 mm) e lavori intermittenti.
- Calore costante: Raccomandato per laminati spessi e produzione ad alta velocità.
Sistemi automatici di sigillatura a nastro e sottovuoto
Quando passiamo all’imballaggio ad alto volume, i sistemi automatici di sigillatura a nastro e sottovuoto diventano la norma. Le nostre sigilatrici a nastro continuo della serie FR-900 sono progettate per gestire questo carico di lavoro, offrendo velocità regolabili da 0 a 12 m/min. A differenza delle opzioni manuali, queste macchine utilizzano blocchi di riscaldamento e raffreddamento in rame puro. Questo permette una regolazione rapida e stabile della temperatura fino a 300°C, garantendo che le sigillature larghe (10 mm o 12 mm) siano unite in modo uniforme senza punti freddi.
Questi sistemi sono abbastanza versatili da gestire varie tipi di pellicole conservanti per alimenti, inclusi sacchetti compositi e alluminio stagnato. Il meccanismo di trasporto supporta carichi fino a 5 kg, il che significa che la macchina gestisce il peso mentre le bande di sigillatura applicano la pressione e il calore necessari.
Caratteristiche chiave delle sigilatrici a nastro:
- Larghezza di sigillatura: Standardizzata a 6 mm, 10 mm e 12 mm per esigenze di forza variabili.
- Versatilità dei materiali: Gestisce PE, PP e alluminio stagnato.
- Funzioni integrate: Sigillatura simultanea, impiallacciatura (embossing) e trasporto.
Dispositivi di collaudo e tester di resistenza alla trazione
Per garantire che la nostra attrezzatura offra le prestazioni promesse, ci affidiamo a strumentazione di prova precisa. Resistenza alla trazione i testerst aprono l’area sigillata per misurare la forza esatta necessaria per rompere il legame. Questi dati confermano se la larghezza della sigillatura è sufficiente per il carico previsto del pacco.
Utilizziamo anche i fixture per test di scoppio, che pressurizza la busta fino al guasto. Questo ci aiuta a identificare se la saldatura è il punto più debole o se è il materiale stesso a fallire per primo. Controlli regolari garantiscono che parametri come temperatura (0-300°C) e pressione siano calibrati correttamente sulla macchina per prevenire saldature deboli o “saldature eccessive” in cui il materiale si assottiglia.
Guida passo passo per ottenere una saldatura sicura

Per ottenere il massimo dalla tua apparecchiatura di imballaggio industriale, è necessario un processo ripetibile. Raggiungere una costanza del Guida alla resistenza della larghezza di sigillo standard non riguarda solo accendere la macchina; riguarda sintonizzare la “Trinità della Saldatura”—temperatura, pressione e velocità—to match your specific material. Che io stia eseguendo una linea ad alto volume o una piccola produzione, seguire questi passi garantisce che ogni confezione esca dal nastro trasportatore completamente fissata.
Impostare i parametri di saldatura ottimali
Il primo passo è calibrare il serra continuo a nastro. Le nostre macchine, come la serie FR-900, utilizzano blocchi di riscaldamento e raffreddamento in rame puro. Ciò consente un rapido trasferimento termico e stabilità, fondamentale quando si punta a una specifica la resistenza minima della guarnizione. È necessario bilanciare l’impostazione della temperatura (0-300°C) contro la velocità del trasportatore (0-12 m/min).
Se la temperatura è troppo bassa o la velocità è troppo elevata, lo strato di saldatura non si scioglie a sufficienza per legarsi. Al contrario, un calore eccessivo o velocità lente possono bruciare il film e degradare resistenza alla trazione.
Intervalli di parametri consigliati:
| Tipo di materiale | Spessore del film | Impostazione della temperatura (°C) | Velocità del trasportatore | Larghezza di saldatura consigliata |
|---|---|---|---|---|
| PE / PP | 0,02 – 0,05 mm | 110°C – 140°C | Veloce (8-10 m/min) | 6 mm – 10 mm |
| Laminati / Mylar | 0,05 – 0,10 mm | 150°C – 180°C | Medio (5-7 m/min) | 10 mm |
| Carta stagnola | > 0,10 mm | 180°C – 220°C | Lento (3-5 m/min) | 10 mm – 12 mm |
Nota: Eseguire sempre un test. Sacchetti più spessi (fino a 0,80 mm) richiedono tempi di riposo maggiori per garantire che il calore penetri fino allo strato sigillante.
Posizionamento e movimentazione corretti della pouch
Anche con impostazioni perfette, una gestione scorretta rovina integrità della tenuta. Il sacchetto deve entrare nel modulo di sigillatura in piano e parallelo ai blocchi riscaldanti. Poiché i nostri nastri trasportatori supportano carichi tra 3 kg e 5 kg a seconda del modello, è necessario assicurarsi che il peso del prodotto non trascini giù il sacchetto, provocando pieghe nell'area della sigillatura.
- Allineare la guida: Regolare la guida di alimentazione in modo che la pouch entri diritta.
- appiattire l'apertura: Uniformare l'area di sigillatura prima che raggiunga le cinghie in teflon. Le grinze creano percorsi dove l'aria può sfuggire, compromettendo la sigillatura ermetica.
- Supportare il peso: Se il prodotto è pesante, regolare l'altezza del trasportatore in modo che la pouch riposi completamente sul nastro senza tirare sulle ganasce di sigillatura.
Per ulteriori approfondimenti su come ottimizzare l'intero flusso di packaging, controlla il nostro blog delle risorse di packaging per consigli operativi.
Ispezione post-sealin e assicurdazione di qualità
Una volta che la busta esce dal blocco di raffreddamento, è necessaria un'ispezione immediata. Cerco sempre segnali visivi prima di tutto. Una sigillatura adeguata dovrebbe essere chiara (per film trasparenti) o avere una texture distinta e uniforme impressa dalla ruota di sigillatura. Se si utilizza la funzione di stamping per stampare le date, la chiarezza del testo è un buon indicatore di una corretta applicazione della pressione.
Controlli rapidi di qualità:
- Controllo visivo: Controlla bolle, bruciature o pieghe. Una sigillatura lattiginosa o torbida su plastica trasparente indica spesso che la temperatura è troppo bassa.
- Il test di trazione: Tira manualmente l'area sigillata. Il materiale dovrebbe allungarsi o strapparsi prima che la sigillatura si separi. Questo conferma un'adeguata resistenza alla trazione.
- Controllo di scoppio: Per sacchetti riempiti d'aria, comprimi il pacchetto. Se scoppia al sigillo, probabilmente è necessario aumentare la larghezza del sigillo a 12 mm o aumentare leggermente la temperatura.
Controllare regolarmente lo stato delle cinghie in Teflon è altresì vitale; cinghie usurate comportano un trasferimento di calore non uniforme e punti deboli nel sigillo.
Risoluzione dei problemi comuni di sigillatura
Anche con macchine di livello industriale come la nostra serie FR-900, gli operatori si trovano occasionalmente ad affrontare ostacoli. Ottenere il perfetto equilibrio tra calore, velocità e pressione è un'arte. Quando la linea di confezionamento incontra un intoppo, diagnosticare rapidamente la causa principale fa risparmiare tempo e riduce lo spreco di materiale. Ecco come affrontiamo i problemi più frequenti per mantenere alta integrità della tenuta.
Forza del sigillo debole o incoerente
Se il pacco si stacca con poco sforzo, probabilmente non si è raggiunto il necessario la resistenza minima della guarnizione. Questo di solito deriva da un trasferimento di calore insufficiente o da un tempo di permanenza inadeguato. Sui sigillatori a nastro continuo, se la velocità del trasportatore è impostata troppo alta (vicina al massimo di 12 m/min), la busta non resta sufficientemente a lungo nella zona di riscaldamento per fondere gli strati molecolari.
- Controlla la temperatura: Assicurati che l'impostazione corrisponda allo spessore del materiale. Laminati più spessi richiedono temperature vicine al limite di 300°C, mentre PE sottile richiede molto meno.
- Ispeziona i blocchi riscaldanti: Le nostre macchine utilizzano blocchi in rame puri per stabilità, ma se sono sporchi o disallineati, il trasferimento di calore diminuisce.
- Sostituisci i consumabili: Una cintura usurata o bruciata Cintura in teflon funziona come un isolante indesiderato. Sostituire regolarmente queste cinghie assicura che il calore raggiunga effettivamente la busta.
Riscaldamento del materiale, fusione o piegatura
Un sigillamento eccessivo è altrettanto problematico quanto quello insufficiente. Se si vede la plastica arricciarsi, restringersi o bruciare, l’apporto di energia è troppo alto. Le rughe si verificano spesso quando la fase di raffreddamento è insufficiente o la ruota di stampaggio è serrata troppo, trascinando il film.
- Ridurre la temperatura: Abbassa il calore in piccoli incrementi.
- Regola la pressione: Una forza eccessiva da parte dell’imbutitura o della ruota di pressione può spremere plastica fusa dall’area di sigillatura, assottigliando il materiale e rovinando la barriera.
- Compatibilità del materiale: Fai attenzione a cosa sigilli. Mentre potresti aver bisogno di un alto calore quando scegli la giusta foglia di alluminio per alimenti l’imballaggio, quella stessa impostazione scioglierà immediatamente il polipropilene standard.
Rilevazione di Perdite e Difetti di Canale
Difetti di canale—minuti tunnel nella sigillatura dove il film non si è fissato—sono i nemici di sostenibilità della confezione e della durata di conservazione. Questi spesso accadono quando la borsa non viene inserita piatta nella macchina o se polvere di prodotto (come farina o spezie) contamina l’area di sigillatura.
Per individuarli, esegui rapidamente una test di scoppio procedura o un test di immersione in acqua per cercare bolle. Se le perdite persistono:
- Allarga la sigillatura: Passare da una sigillatura di 6 mm a 10 mm o 12 mm offre una maggiore superficie per colmare piccoli gap.
- Allinea il nastro trasportatore: Assicurarsi che l'altezza e l'angolo del nastro trasportatore permettano alla borsa di entrare completamente piatta nella guida di sigillatura, evitando pieghe che si trasformano in perdite.