シール強度とシール幅の理解
パッケージのシール強度とは何ですか?
シールの強度 パッケージの結合層を分離するために必要な機械的力。熱可塑性材料の融着状態を示す主要な指標として機能します—例えば PE、PP、またはマイラー一緒に。産業オペレーションの文脈では、この指標は出荷、取り扱い、保管中に外部ストレスに耐えるパッケージの能力を定義します。.
運用者向け 連続バンドシーラー, シール強度は粘着だけではなく、正確な熱転写の結果です。材料が特定の融点に達し、流れ寄り合い、圧力の下で固化することで結合が形成されます。高品質なシーリングは、それに依存します。 引張強度 この結合は、製品の重量によって加えられる応力を超える可能性があり、軽量の小売品から重い5kgの産業荷重まで幅広く対応します。.
シール幅と継手健全性の関係
Sealの幅は、パッケージ全体の信頼性を決定する上で重要な変数です。一般に、幅広いシールは漏れに対する障壁を大きくしますが、, ジョイントの完全性 幅全体にわたる熱の適用の一貫性に大きく依存します。私たちの機械は使用します 純銅ヒーティングブロック 選択した幅に関わらず、均一な温度分布を確保し、局所的な弱点を防ぎます。.
- 6mm 系統のシール 薄く軽量なフィルム(0.02–0.05mm)と、材料使用を最小限に抑えつつスタイリッシュな美観を保つことを優先する小さな小売包装に最適です。.
- 10mmシールズ 業界標準です 連続バンドシーラー. この幅は、強度と視覚的な整然さの堅牢なバランスを提供し、ほとんどの中程度荷重用途(1kg–3kg)に適しています。.
- 12mmシール: 重荷重の要件、液体、粉末のために設計されています。追加の表面積が 耐爆性を高め シール領域における汚染経路または「チャネル漏れ」のリスクを大幅に低減します。.
製品の安全性にとって適切なシールが重要である理由
確実なシールは環境劣化と汚染に対する最初の防御線です。長期保存が必要な製品、例えば食品アイテムや アルミホイル 複合袋の場合には, シールの完全性 不可欠です。シールが損なわれると、水分・酸素・細菌の侵入を招き、急速な腐敗や製品の不良につながります。.
保存だけでなく、適切なシールは改ざんの証拠と物理的な封じ込めを保証します。大量生産では、安定した温度制御(0-300°C)と調整可能な圧力を備えた機械を使用することで、各パッケージがラインを密閉して出荷されることを保証します。この一貫性は、 leaks を防ぎ、最終消費者が意図したとおりの製品を受け取ることでブランドの評判を守ります。.
シール強度と品質に影響を与える主要な要因

信頼性のあるパッケージを実現するには、ボタンを押すだけではありません。いくつかの技術的変数をバランスさせる必要があります。高量産ラインを運用していようと、小規模なバッチ作業であろうと、シールの背後にある機構を理解することは製品ロスを防ぐために不可欠です。私たちは、オペレーターがこれらの重要な要因を完全にコントロールできるよう、機械を設計して一貫性を確保します。 シールの完全性.
シール温度と保持時間
熱と時間の関係は、熱シールプロセスの基礎です。温度が低すぎると、材料が融点に達せず、応力下で失敗する弱い「タック」シールになります。逆に高すぎると、フィルムが劣化し、脆くなるか焼け焦げます。.
- 温度範囲: 当社の連続帯シーラーは、調整可能な範囲を提供します 0-300°C (392°F). 。この広い範囲は、材料の融点に応じて正確に調整することを可能にします。.
- 熱的一貫性: 私たちは 純銅ヒーティングブロック FR-900シリーズで.
- 滞在時間: これはコンベヤーの速度で決定され、0-12m/分から調整可能です。 0-12m/分. 。遅い速度は滞在時間を長くし、厚いフィルム(最大0.80mm)への熱エネルギーの伝達を増やします。一方、速い速度は薄い材料の処理能力を高めます。.
シール圧力と力の分布
熱により素材は溶けますが、層を結合させるのは圧力です。適切な力がなければ、モールド状のプラスチックでさえ結束力のある結合を形成しません。連続帯シーラーでは、圧力車輪が冷却ブロックを通過する際、加熱されたフィルムを圧縮する上で重要な役割を果たします。.
- 均一性: シール全体にわたる均一な シール幅 (標準は6mm、10mm、または12mm)で、気泡や弱点を防ぎます。.
- 調整: 圧力は袋の厚さに合わせて較正する必要があります。厚い複合袋は内部シーラント層が完全に融合するよう、より高い圧縮を要します。これが最終的な 引張強度 パッケージの品質に直接影響します。.
材料選択とバリア特性
異なる包装材料は、熱と圧力に対して異なる反応を示します。PE(ポリエチレン)に対して機能する設定は、多層ラミネート材料ではうまく機能しない可能性があります。材料の特性熱特性を理解することが、機械を正しく設定する鍵です。.
- プラスチックフィルム(PE/PP): これらは一般的に低温と高速が必要です。.
- ラミネートと箔: cURL Too many subrequests. 大量のアルミホイル またはマイラーはヒートシンクとして機能します。金属層をシーラント界面へ熱を伝えるには、より高い温度設定と遅い搬送速度が必要です。.
- 厚さ: 当社の機械は次のフィルムを扱います 0.02mm 〜 0.80mm. 厚さが増すにつれて、熱伝導に対する抵抗が大きくなり、最小シール強度を維持するための調整が必要となる 最小シール強度.
環境条件と汚染
完璧な機械設定をしていても、外部要因がシールを損なうことがあります。産業環境では、シール領域の清浄度は見落とされがちですが、重要です。.
- 汚染: シール領域の埃、粉塵、グリース、または液体は障壁となり、プラスチック層の融合を妨げます。これはチャネル漏れの一般的な原因です。.
- 部品の摩耗: 劣化した テフロンベルト は不均一な加熱や質感転送の問題を引き起こす可能性があります。シールバンドの定期点検を行い、環境による摩耗が最終出力の品質を劣化させないようにします。.
シール強度試験の業界標準
パッケージ分野では、推測は選択肢ではありません。我々の機械、連続帯シーラーや真空ユニットで生産されるシールが実際のサプライチェーンの厳しさに耐えられることを確保するため、確立された標準に依存します。これらの ASTM 規格に準拠することは シールの完全性 ブランドの評判を守ります。.
ASTM F88:シール強度の標準試験法
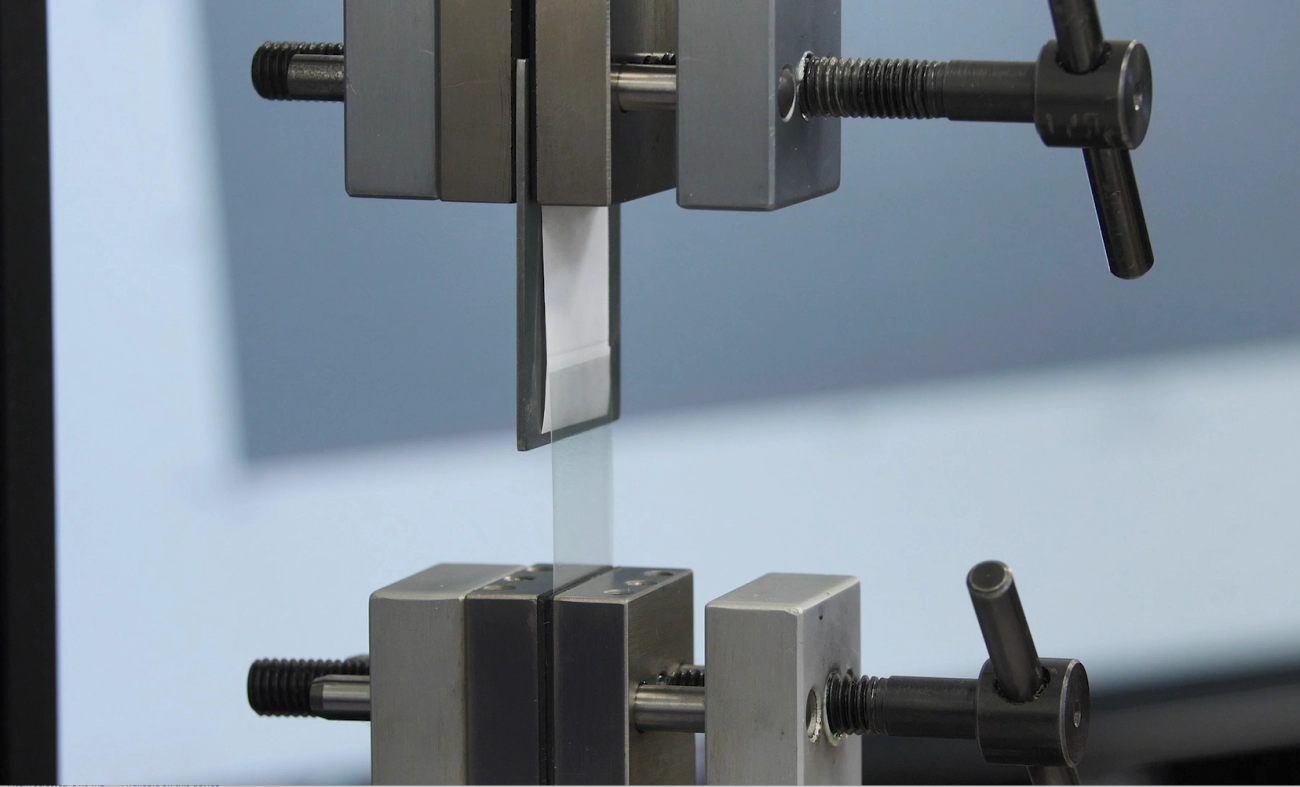
これはシールの 引張強度 強度を測定する業界のベンチマークです。ASTM F88 は、シール材料の1インチ幅のストリップを切断し、層を分離するのに要する力を測定するために、一定の速度で引っ張ります。.
- 技法: テール保持法(技法 A、B、または C)は、引張り時の材料の支持方法を決定します。.
- 関連性: シーラーの熱、圧力、および滞留時間の設定が、使用された特定の材料に対して十分であったかどうかを示します。.
事業者が利用している場合 食品包装用PE材, 、 ASTM F88 試験に合格することは、化学結合が衝撃的な開封を防ぎつつ、最終ユーザーの機能性を保つのに十分強いことを確認します。.
ASTM F1140 および F2054: バースト試験法
張力試験はシールの特定の部分を見ますが、, バースト試験 は全体のパッケージが内部圧力に耐える能力を評価します。.
- ASTM F1140: これはパッケージが破れるまで膨らませる制限のない試験です。シールまたは材料の最も弱い点を特定します。.
- ASTM F2054: この試験は拘束板を使用してパッケージの膨張を制限し、応力を直接シールの周囲にかけます。.
これらの試験は、 最小シール強度 高度の変化中や輸送時の物理的圧縮による吹き出しを防ぐために必要なものを決定するうえで極めて重要です。.
ASTM F2824: 開封可能なふたの機械的試験
柔軟なふたで密封された硬質容器の場合、ASTM F2824 はふたをトレイから分離するために必要な機械的力を測定します。 この規格は、確実な閉鎖と消費者の利便性のバランスに焦点を当てています。 特に重要なのは アルミ箔の包装における役割を理解する際に, 、箔のふたは開けにくいほど難なく密閉性を提供する必要があります。 私たちはこのデータを用いて温度設定を微調整し、接着層が正しく活性化し、過度の溶着を避けます。.
シール強度の測定と計算方法

FR-900 系列のような産業用シーラーが シールの完全性 安全輸送に必要な 最小シール強度 を提供していることを保証するには、推測だけではいけません。 具体的なデータが必要です。 シール強度の測定には、結合が必要な基準を満たしているかを判断するための特定の準備と計算方法が含まれます。 アプリケーションに対して。.
テスト標本の準備と技術(A、B、C)
正確なデータを取得するには、サンプルの切断方法から始まります。私は常にシールに垂直に均一なストリップを切ることを推奨します。通常は標準に従って幅を1インチ(25.4mm)または15mmとします。端部はノッチがなく、早期の破断を避けるために清潔でなければなりません。.
引張試験を実施する場合(通常は万能試験機を使用)、標本を保持する際に用いられる標準技術が3つあります:
- 技法A(未支持): サンプルはグリップ間で自由にぶら下げられます。これは最も一般的な方法ですが、材料の硬さの影響を受けることがあります。.
- 技法B(90°で支持): サンプルの尾部を手または治具で90度の角度で支持します。これにより剥離角の結果への影響を減らします。.
- 技法C(180°で支持): サンプルは硬質の整列板で支えられます。これは最も多くの力を要する試験であり、 引張強度 バッグの柔軟性の変動を最小限にします。.
最大強度と平均シール強度の計算
これらの試験を実施する際、機器は力-変位曲線を生成します。2つの主要な指標を区別することが重要です:
- 最大(ピーク)シール強度: これはシールが分離を開始する直前、あるいは材料が破損する直前に記録された最も高い力です。この数値は、 バースト試験 パッケージが耐えられる急激な圧力の限界を理解するために重要です。.
- 平均シール強度: これは特定の距離にわたってシールを剥がすのに必要な平均力を計算します。これは、滑らかな開封体験が要求される剥離可能なシールの場合、安定性の指標としてしばしばより優れています。.
10mmまたは12mmのシール幅を使用した重機器用途では、ストレス下でパッケージを閉じたままにするために、ピーク強度を優先することが一般的です。.
故障モードと試験結果の解釈
画面上の数値は物語の半分に過ぎません; どのように シールは機械の調整が正確に必要な点を教えてくれる。.
- 接着剤の失敗(剥離): シールは2層の間で綺麗に分離します。力が低すぎる場合は、純銅加熱ブロックの温度を上げるか、圧力ホイールの張力を高めることが多いです。.
- 凝集失敗: シールは分離しますが、両面に材料の残留物を残します。これは強い結合を示しており、しばしば次のような状況で見られます pouch の持続性 シール剤層が内部で分裂する集中材料。.
- 材料破断(裂断): 材料がシール領域の外で裂けます。非剥離可能な用途における理想的な結果です。これはシールがフィルム自体よりも強いことを意味します。.
- 伸び: 材料は破断する前に著しく伸びます。これはPEフィルムでよく、搬送速度を確認して、シーリング中に加熱しすぎてプラスチックが薄くなっていないかを確認する必要があります。.
一般的なシーリング機器と技術

適切な機械を選択することが私たちの基盤です シール幅の強度ガイド. 。使用する技術は、産業用途に必要な10mmまたは12mmのシール幅を一貫して達成できるかどうかを直接規定します。私たちは機器を加熱方法と自動化レベルに基づいて分類し、それぞれが持続性を保つ特定の役割を果たします シールの完全性.
インパルスおよび定熱シーラー
低ボリュームまたは卓上作業では、インパルスシーラーを検討することが多いです。これらのユニットはジョーが閉じているときだけ加熱を行うため、エネルギー効率が高く、手動での使用にも安全です。軽量アイテムに適した薄いシール(通常2mmから5mm)で、基本的な用途に最適です。 シーラーバッグ ポリエチレン(PE)またはポリプロピレン(PP)製で、薄いシールで軽量アイテムに十分です。.
対照的に、定熱シーラーは設定温度を連続的に維持します。この技術は、より厚い材料で、結合のために高く安定した熱エネルギーを要するマイラーや箔ラミネートに不可欠です。私たちの産業用設定は、この定熱方式を利用して、ストレス下でもシールが失敗しないようにしています。.
- インパルス: 薄膜用に最適(0.02mm-0.05mm)および間欠作業向け。.
- 一定の加熱: 厚物ラミネートと高速生産に必要。.
自動バンドおよび真空シールシステム
高容量包装へ移行する場合、, 自動バンドと真空シールシステム は標準となる。FR-900シリーズ連続バンドシーラーはこの作業量に対応するよう設計され、速度を0-12m/minで調整可能。手動オプションとは異なり、これらの機械は 純銅の加熱および冷却ブロック. を採用している。これにより、300°Cまでの迅速で安定した温度調整が可能となり、幅広いシール(10mmまたは12mm)が冷点を作らず均一に接着される。.
これらのシステムは、複合バッグやアルミ箔を含む様々な cURL Too many subrequests., 用途に対応できるほど汎用性が高い。搬送機構は最大5kgの荷重をサポートしており、機械は重量を受け持ち、シール帯が必要な圧力と熱を加える。.
バンドシーラーの主な特徴:
- シール幅: 標準化されているのは6mm、10mm、および12mmで、可変強度ニーズに対応。.
- 材料の多用途性: PE、PP、およびアルミ箔を処理。.
- 統合機能: 同時シール、エンボス、搬送。.
試験治具と引張試験機
機械が約束された性能を発揮していることを保証するため、正確な試験機器を利用している。. 引張強度 試験機は密封部を引き離して、結合を断つのに必要な正確な力を測定する。このデータは、シール幅がパッケージの想定荷重に対して十分かどうかを確認する。.
私たちはまた治具も活用します バースト試験, 、袋を破裂するまで加圧します。これにより、シールが最も弱い点か、それとも材料自体が先に破壊されるかを識別できます。定期的な試験により、0-300°Cの温度や圧力などのパラメータが機械上で正しく較正され、弱いシールや材料が薄くなりすぎる「過封止」を防ぐことができます。.
安全なシールを実現するためのステップバイステップガイド

産業用包装機械を最大限に活用するには、再現可能なプロセスが必要です。一定の成果を達成するためには シール幅の強度ガイド 規格は単に機械をオンにすることだけではなく、特定の材料に合わせて「三位一体の密封」を調整すること、すなわち温度・圧力・速度を合わせることです。高ボリュームのラインを運転していようと小規模バッチを扱っていようと、これらの手順に従うことで、すべてのパッケージがコンベアベルトを離れるときに完全に固定されていることが保証されます。.
最適なシーリングパラメータの設定
第一歩は連続帯シーラーの校正です。FR-900シリーズのような当社の機械は、純銅の加熱・冷却ブロックを使用します。これにより急速な熱移動と安定性が得られ、特定を目指す場合には重要です 最小シール強度. 温度設定(0-300°C)をコンベヤ速度(0-12m/分)とバランスさせる必要があります。.
温度が低すぎる、または速度が速すぎる場合、シーラント層が十分に融解せず、接着しません。逆に、過度の加熱または低速すぎるとフィルムが焦げて劣化します 引張強度.
推奨パラメータ範囲:
| 材料の種類 | フィルムの厚さ | 温度設定値 (°C) | コンベヤーの速度 | 推奨シール幅 |
|---|---|---|---|---|
| PE / PP | 0.02–0.05mm | 110°C – 140°C | 高速(8-10 m/min) | 6mm – 10mm |
| ラミネート / マイラー | 0.05–0.10 mm | 150°C – 180°C | 中程度 (5-7 m/min) | 10mm |
| アルミホイル | > 0.10mm | 180°C – 220°C | 遅い (3-5 m/min) | 10mm – 12mm |
注: 常に試運転を行ってください。厚い袋(最大0.80mm)は、シール層まで熱を浸透させるために長めの滞留時間を必要とします。.
適切なポーチ位置決めと取り扱い
完璧な設定でも、取り扱いが悪いと台無しになります シールの完全性. 袋は平坦で加熱ブロックと平行にシールモジュールへ入らなければなりません。モデルによって荷重を3kg〜5kgまでサポートするため、製品の重量が袋を引っ張ってシール部にしわを作らないようにしてください。.
- ガイドを合わせる: ポーチが真っすぐ入るように供給ガイドを調整します。.
- 口を平らにする: テフロンベルトに当たる前にシール部を滑らかにします。しわは空気が逃げる通路を作り、密閉性を損ないます。.
- 重量を支える: 製品が重い場合、袋がシールジョーを引っ張らずにベルト上で完全に rests するようにコンベヤの高さを調整します。.
包装全体のワークフローを最適化するための洞察については、以下を確認してください 包装リソースブログ 操作のヒント.
シール後検査と品質保証
ブロックを通過した袋は直ちに検査が必要です。私は最初に視覚的な手掛かりを探します。適切なシールは透明フィルムの場合は明確であるべきか、あるいはシーリングホイールによって均一ではっきりとした質感が刻印されているべきです。日付を印刷するためのエンボス機能を使用している場合、テキストの鮮明さは適切な圧力適用の良い指標になります。.
品質チェックの概要:
- 視覚チェック: 泡、焦げ、ひだを探します。透明なプラスチックで白濁したシールは、温度が低すぎることを示すことがよくあります。.
- 引っ張りテスト: シール部分を手動で引っ張ります。シール自体が分離する前に材料が伸びるか引き裂けるべきです。これにより適切な 引張強度.
- バーストチェック: 気密袋の場合、梱包を握ってください。シール部で破裂する場合、シール幅を12mmに増やすか、温度をわずかに上げる必要があります。.
定期的なテフロンベルトの状態確認も不可欠です。摩耗したベルトは熱伝導の不均一やシールの弱点につながります。.
一般的なシーリングの問題のトラブルシューティング
FR-900シリーズのような産業用機械でも、作業者は時折障害に直面します。熱・速度・圧力のバランスを完璧に取るには技術が要ります。包装ラインに問題が生じた場合、根本原因を迅速に診断することで時間を節約し材料の無駄を減らします。ここでは高品質を維持するために、最も頻繁に発生する問題にどのように対処するかを示します シールの完全性.
弱いまたは不安定なシール強度
パッケージが少しの力で剥がれる場合、必要な 最小シール強度. を達成していません。これは通常、熱伝導不足や滞留時間不足に起因します。連続帯シーラーでは、コンベヤの速度が非常に高く設定されている場合(最大12m/minに近づくと)、袋が熱区間に長く留まりすぎず分子層を融合できません。.
- 温度を確認: 設定が材料の厚さに合っていることを確認してください。厚手のラミネートは300°C近い温度が必要ですが、薄いPEはずっと少なくて済みます。.
- 加熱ブロックを検査: 私たちの機械は安定性のため純銅ブロックを使用していますが、汚れている場合や位置がずれている場合は熱伝導が低下します。.
- 消耗品を交換: 擦り切れたまたは焼けた テフロンベルト 不要な絶縁体として作用します。これらのベルトを定期的に交換することで、熱が実際に袋に伝わるようになります。.
材料の溶融、燃焼、またはしわ
過度の密封は不足密封と同様に問題です。プラスチックが巻き上がる、収縮する、或いは燃えるのを見かけたら、エネルギー入力が高すぎます。冷却段階が不十分、または圧力車が過度に締め付けられてフィルムを引きずると、しわが生じることがよくあります。.
- 温度を下げる: 熱を小刻みに調整します。.
- 圧力の調整: 打刻や圧力車からの過剰な力が、封着領域から溶融プラスチックを絞り出し、材料を薄くしてバリアを台無しにします。.
- 材料適合性: 何を密封しているかを意識してください。 食品用アルミ箔を選ぶときには高温が必要な場合がありますが その設定は標準のポリプロピレンをすぐに溶かします。.
漏れとチャネル欠陥の識別
チャネル欠陥――フィルムが結合しなかった封着の小さなトンネル――は、 pouch の持続性 と賞味期限の敵です。これらはしばしば袋が機械に平らに供給されなかったり、製品の粉末や香辛料などの汚れが封着域を汚染した場合に発生します。.
これを捕捉するには、迅速な バースト試験 手順を実施するか、水没試験で気泡がないかを確認します。漏れが続く場合は:
- シールを広げる: 6mmから10mmまたは12mmのシール幅に変更すると、小さな隙間を橋渡しする表面積が増えます。.
- コンベアを整える: ベルトコンベアの高さと角度を調整して、袋が密封ガイドに完全に平坦な状態で入るようにし、折れ目が漏れにつながるのを防ぎます。.