Seal Maaṉḍā ṭīkaṛā atē Seal width dī samajh
پیکنگ وچ سِیل دی طاقت کیہ ہے؟
ਸੀਲ ਤਾਕਤ ਏਕ ਮਕੈਨਿਕਲ ਤਾਕਤ ਹੈ ਜੋ ਪੈਕੇਜ ਦੀ ਜੁੜੀ ਹੋਈ ਪਰਤਾਂ ਨੂੰ ਵੱਖ ਕਰਨ ਲਈ ਲੋੜੀਂਦੀ ਹੁੰਦੀ ਹੈ। ਇਹ ਅਹਿਾਰਕ ਤੌਰ ਤੇ ਇਹ ਦਰਸਾਉਂਦਾ ਹੈ ਕਿ ਇਕ ਪੈਕਿੰਗ ਮਸ਼ੀਨ ਤਰਮੋ-ਪਲਾਸਟਿਕ ਸਮੱਗਰੀਆਂ—ਜਿਵੇਂ—ਕਿਸ ਤਰ੍ਹਾਂ ਚੰਗੀ ਤਰ੍ਹਾਂ ਮਿਲੀ ਹੋਈਆਂ ਹਨ। ਪੀ, ਪੀਪੀ, ਜਾਂ માયਲਰਸਿੱਥੇ-ਸੱਥੇ. ਉਦਯੋਗਿਕ ਸਖ਼ਤੀਆਂ ਦੇ ਸੰਦਰਭ ਵਿੱਚ, ਇਹ ਮਾਪ ਦਰਸਾਉਂਦਾ ਹੈ ਕਿ ਪੈਕੇਜ ਸ਼ਿਪਿੰਗ, ਹੇਠ ਲੈਣ-ਚਲਾਊਨ ਅਤੇ ਸਟੋਰੇਜ ਦੌਰਾਨ ਬਾਹਰੀ ਤਣਾਵਾਂ ਨੂੰ ਸਹਿਣ ਦੇ ਵਿੱਚ ਸਮਰੱਥ ਹੋਵੇ.
ਚਾਲਕਾਂ ਲਈ ਵਰਤਣ ਵਾਲੇ ਕਰੰਸੀਦਾਰੀ ਬੈਂਡ ਸੀਲਰਜ਼, Seal मजबूती صرف चिपकाव ਦੀ ਗੱਲ ਨਹੀਂ ਹੁੰਦੀ; ਇਹ ਸਹੀ ਤਾਪਾਂ ਦੀ ਤਬਦੀਲੀ ਦਾ ਨਤੀਜਾ ਹੈ। ਜਦੋਂ ਸਮੱਗਰੀ ਆਪਣੀ ਖਾਸ ਪਗ ਜਾਣ ਵਾਲੀ ਪਿਘਲਣ ਬਿੰਦੂ 'ਤੇ ਪਹੁੰਚਦੀ ਹੈ, ਤਾਂ ਦੋਹਾਂ ਨੂੰ ਲੱੜਦੀ ਹੈ ਅਤੇ ਦਬਾਅ ਹੇਠਾਂ ਜੁਰਦੀ ਹੋਈ ਸਿਯਾਦ ਹੋ ਜਾਂਦੀ ਹੈ। ਉੱਚ-ਗੁਣਵਰਤਾ ਵਾਲੀ ਸੀਲਿੰਗ ਸਰਬੱਤ ਹੁੰਦੀ ਹੈ ਜਿਸਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ ਤਣਾਅ ਦੀ ਤਾਕਤ ਇਸ ਬੋੰਡ ਦੀ ਸਟ੍ਰੈੱਸ ਉਸ ਉਤਪਾਦ ਦੀ ਭਾਰ ਨਾਲ ਲਾਗੂ ਹੋਏ ਦਬਾਅ ਤੋਂ ਉੱਤੇ ਚਲੀ ਜਾਂਦੀ ਹੈ, ਜੋ ਹਲਕੇ ਰਿਟെയਲ ਵਸਤੁਆਂ ਤੋਂ ਲੈ ਕੇ ਭਾਰੀ 5 ਕਿਲੋਗ੍ਰਾਮ ਇੰਡਸਟਰੀਅਲ ਲੋਡ ਤੱਕ ਹੋ ਸਕਦੀ ਹੈ.
سیل چوڑائی اتے جوڑ دی امانت داری دا رشتہ
سیل دی عرض پیکٹ دی مجموعی بھروسے داریت نو طے کرن وچ اک اہم متغیر اے۔ جدوں کہ وادھا سیل عام طور تے رساوٗں توں وڈھی رکاوٹ فراہمی کردا اے, ਜੋੜ ਦੀ ਸਮਰੱਥਾ ਇਹ ਵਿਸਤਾਰ ਭਰ ਵਿੱਚ ਗਰਮੀ ਦੇ ਲਾਗੂ ਕਰਨ ਦੀ ਸਥਿਰਤਾ 'ਤੇ ਨਿਰਭਰ ਕਰਦਾ ਹੈ। ਸਾਡੀ ਮਸ਼ੀਨਰੀ ਇਸਦਾ ਵਰਤੋਂ ਕਰਦੀ ਹੈ ਪੁਰਾ ਤਾਮਰਾ ਹੀਟਿੰਗ ਬਲੌਕਸ ਇੱਕੋ ਜਿਹੀ ਤਾਪਮਾਨ ਵਿਤਰਨ ਸੁਨਿਸ਼ਚਿਤ ਕਰਨ ਲਈ, ਚੁਣੀ ਗਈ ਚੌੜਾਈ ਤੋਂ ਇਹ ਵੀਰੋਧੀ ਤੌਰ 'ਤੇ ਕਮਜ਼ੋਰ ਸਥਾਨਾਂ ਨੂੰ ਰੋਕਦਾ ਹੈ.
- 6mmSeal(s) ਹਲਕੇ ਫਿਲਮਾਂ (0.02–0.05mm) ਲਈ ਸਭ ਤੋਂ ਉਚਿਤ ਅਤੇ ਛੋਟੇ ਰੀਟੇਲ ਪੈਕਿੰਗ ਲਈ ਜਿੱਥੇ ਸਮੱਗਰੀ ਦੀ ਵਰਤੋਂ ਘੱਟ ਕਰਨਾ ਅਤੇ ਸਲੀਕਾ ਦਿੱਖ ਬਰਕਰਾਰ ਰੱਖਣਾ ਪ੍ਰਾਥਮਿਕਤਾ ਹਨ।.
- 10mm ਸੀਲ्स: ਉਦਯੋਗਕ ਮਿਆਰ ਲਈ ਕਰੰਸੀਦਾਰੀ ਬੈਂਡ ਸੀਲਰਜ਼. ਇਹ ਚੌੜਾਈ ਬਲ ਦੀ ਮਜ਼ਬੂਤ ਸੰਤੁਲਨ ਅਤੇ ਦਿੱਖੀ ਸਾਫ਼-ਸੁਥਰਾ ਹਾਲਤ ਪ੍ਰਦਾਨ ਕਰਦੀ ਹੈ, ਜ਼ਿਆਦਾਤਰ ਮਿਡੀਅਮ-ਡਿਊਟੀ ਐਪਲੀਕੇਸ਼ਨਾਂ ਲਈ ਯੋਗ (1kg–3kg).
- 12mm ਸੀਲਾਂ: ਭਾਰੀ-ਡਿੱਗਰੀਆਂ ਦੀਆਂ ਲੋੜਾਂ, ਦਰਲੀਆਂ ਜਾਂ ਪਾਵਡਰਾਂ ਲਈ ਇਲਾਜ ਕਰ ਦਿੱਤੇ ਗਏ ਹਨ। ਵਧੇਰੀ ਸਤਹ ਖੇਤਰ ਕਾਰਜਸ਼ੀਲਤਾ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ ਬਰਸਟ ਰਿਸਟੈਂਸ ਅਤੇ ਸਹੀਲ ਸੀਲ ਖੇਤਰ ਵਿੱਚ ਪ੍ਰਦੂਸ਼ਣ ਪਥਾਂ ਜਾਂ “ਚੈਨਲ ਲੀਕਜ਼” ਦੇ ਖਤਰੇ ਨੂੰ ਮਹੱਤਵਪੂਰਨ ਤੌਰ ਤੇ ਘਟਾਉਂਦਾ ਹੈ.
ਉਤਪਾਦ ਸੁਰੱਖਿਆ ਲਈ ਸਮਰਥ ਸੀਲ ਕਿਉਂ ਜਰੂਰੀ ਹੈ
ਇੱਕ ਸੁਰੱਖਿਅਤ ਸੀਲ ਪਰਿਸ਼ੀਸਰਨ ਅਤੇ ਪ੍ਰਦੂਸ਼ਣ ਦੇ ਵਾਤਾਵਰਣ ਵਿਰੋਧ ਨਾਲ ਪਹਿਲੀ ਰੇਖਾ ਦੀ ਬਚਾਅ ਹੈ। ਲੰਬੇ ਸਮੇਂ ਤੱਕ ਤਰਲਤਾ ਵਾਲੇ ਸਾਮਾਨ ਲਈ, ਜਿਵੇਂ ਕਿ ਖੁਸ਼ਬੂਦਾਰ ਸਮਗਰੀਆਂ ਵਿੱਚ ਖੁਰਾਕੀ ਚੀਜ਼ਾਂ ਵਿੱਚ ਐਲੂਮੀਨੀਅਮ ਫੋਇਲ ਜਾਂ ਕੰਪੋਜ਼ਿਟ ਬੈਗ ਵਿੱਚ, ਸੀਲ ਦੀ ਅਖੰਡਤਾ ਉਸਦੀ ਮੰਨਤਾ ਨਾ ਹੋਣ ਵਾਲੀ ਗੱਲ ਹੈ। ਇੱਕ ਖਰਾਬ ਸੀਲ ਨਮੀ, ਆਕਸੀਜਨ ਅਤੇ ਬੈਕਟਰੀਆ ਦੀ ਪ੍ਰਵੇਸ਼ਤਾ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਤੇਜ਼ ਖਰਾਬੀ ਜਾਂ ਉਤਪਾਦ ਨਾਕਾਰਾ ਹੋ ਜਾਂਦਾ ਹੈ.
ਸੰਭਾਲ ਤੋਂ ਅੱਗੇ, ਸਹੀ ਸੀਲ ਤਮਾਮ ਤੌਰ 'ਤੇ ਚੇਤੇਗਾ ਨਿਸ਼ਾਨੀ ਅਤੇ ਭੌਤਿਕ ਰੋਕ-ਥਾਮ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੀ ਹੈ। ਵੱਡੀ ਉਤਪਾਦਨ ਦਰ ਨੂੰ ਦੇਖਦੇ ਹੋਏ, 0-300°C ਤਾਪਮਾਨ ਸਥਿਰਕਰਨ ਵਾਲੀ ਮਸ਼ੀਨ ਅਤੇ ਬਦਲੀਏ ਗਰਮੀ ਦਬਾਅ ਨਾਲ, ਇਹ ਸੁਨਿਸ਼ਚਿਤ ਕਰਦਾ ਹੈ ਕਿ ਹਰ ਪੈਕੇਜ ਲਾਈਨ ਨਾਲ ਉੱਚ ਤਰਲ੍ਹੇ ਨਾਲ ਸੀਲ ਹੋ ਕੇ ਚਲਾ ਜਾਂਦਾ ਹੈ। ਇਸ ਸਥਿਰਤਾ ਨਾਲ ਬ੍ਰਾਂਡ ਦੀ ਖਾਂਡ ਨੂੰ ਬਚਾਉਂਦਾ ਹੈ ਕਿਉਂਕਿ ਲੀਕ ਨਹੀਂ ਹੁੰਦੇ ਅਤੇ ਅੰਤ ਵਿਅਕਤੀ ਉਤਪਾਦ ਨੂੰ ਢੁਕਵੀਂ ਤਰ੍ਹਾਂ ਪ੍ਰਾਪਤ ਕਰਦਾ ਹੈ.
ਸੀਲ ਦੀ ਤਾਕਤ ਅਤੇ ਗੁਣਵੱਤਾ 'ਤੇ ਪ੍ਰਭਾਵਿਤ ਮੁੱਖ ਕਾਰਕ

ਇੱਕ ਭਰਪੂਰ ਪੈਕੇਜ ਪ੍ਰਾਪਤ ਕਰਨਾ ਕੇਵਲ ਬਟਨ ਦਬਾਉਣ ਤੋਂ ਹੀ ਨਹੀਂ ਹੈ; ਇਹ ਕਈ ਤਕਨੀਕੀ ਚਰ ਵਿੱਚ ਸੰਤੁਲਨ ਲੈਣਾ ਹੋਦਾ ਹੈ। ਚਾਹੇ ਉੱਚ-ਪਵਾਹੀ ਉਤਪਾਦਨ ਲਾਈਨ ਚਲਾ ਰਹੀ ਹੋਵੇ ਜਾਂ ਛੋਟੀ ਗਿਣਤੀ ਵਾਲੀ ਪ੍ਰਕਿਰਿਆ ਹੋਵੇ, ਸੀਲ ਦੇ ਪਿੱਛੇ ਮਕੈਨਿਕਸ ਨੂੰ ਸਮਝਣਾ ਅਤਿ-ਮਹਤਵਪੂਰਨ ਹੈ ਤਾਕਿ ਉਤਪਾਦ ਦੀ ਨਾਸ਼ ਰੋਕੀ ਜਾਵੇ। ਅਸੀਂ ਆਪਣੀ ਮਸ਼ੀਨਰੀ ਨੂੰ ਐਸੇ ਬਣਾਉਂਦੇ ਹਾਂ ਕਿ ਓਪਰੇਟਰ ਨੂੰ ਇਹਨਾਂ ਅਹਿਮ ਕਾਰਕਾਂ 'ਤੇ ਪੂਰਾ ਨਿਯੰਤ੍ਰਣ ਮਿਲੇ ਤਾਂ ਜੋ ਸਥਿਰਤਾ ਨਾਲ ਸੀਲ ਹੋ ਸਕੇ ਸੀਲ ਦੀ ਅਖੰਡਤਾ.
ਸੀਲਿੰਗ ਤਾਪਮਾਨ ਅਤੇ ਠਹਿਰੇ ਦੌਰ
ਹੀਟ ਅਤੇ ਸਮਾਂ ਦਾ ਰਿਸ਼ਤਾ ਕਿਸੇ ਵੀ ਥਰਮਲ ਸੀਲਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੀ ਅੱਡੀ ਹੈ। ਜੇ ਤਾਪਮਾਨ ਬਹੁਤ ਘੱਟ ਹੋਵੇ, ਸਮੱਗਰੀ ਆਪਣੀ ਪਿਘਲਣ ਬਿੰਦੂ ਤਕ ਨਹੀਂ ਪਹੁੰਚਦੀ, ਜਿਸ ਨਾਲ ਕਮਜ਼ੋਰ “ਟੈਕ” ਸੀਲ ਬਣਦੀ ਹੈ ਜੋ ਦਬਾਅ ਹੇਠ ਅਸਫਲ ਰਹਿੰਦੀ ਹੈ। ਜੇ ਇਹ ਬਹੁਤ ਉੱਚਾ ਹੋਵੇ, ਫਿਲਮ ਖਰਾਬ ਹੁੰਦੀ ਹੈ, ਜਿ਼ਕਰ ਨੰਨ੍ਹੇ ਜਾਂ ਬੁੱਟ ਜਾਂਦਾ ਹੈ.
- ਤਾਪਮਾਨ ਦਾਇਰਾ: ਸਾਡੇ ਲਗਾਤਾਰ ਬੈਂਡ ਸੀਲਰ 0-300°C (392°F) ਦੀ ਸੋਧਯੋਗ ਰੇੰਜ ਪ੍ਰਦਾਨ ਕਰਦੇ ਹਨ . ਇਹ ਚੌੜਾ ਜੋੜ ਨੂ ਸਾਝੇ ਸਮੱਗਰੀ ਦੇ ਪਿਘਲਣ ਬਿੰਦੂ 'ਤੇ ਨਿਯੰਤਰਿਤ ਤੁਣਾਈ ਲਈ ਖੁੱਲਾ ਦਿਸਦਾ ਹੈ.. ਥਰਮਲ ਲਾਗੂਗਤਾ:.
- ਅਸੀਂ FR-900 ਸੀਰੀਜ਼ ਵਿੱਚ ਛੁੜੀ ਪੁਰਾ ਤਾਮਰਾ ਹੀਟਿੰਗ ਬਲੌਕਸ ਕਾਪਰ ਪਰੰਪਰਿਆ ਸਟੀਲ ਨਾਲੋਂ ਬਿਹਤਰ ਤਪਾਤ-ਵਿਦ੍ਯੁਤ੍ਤ ਤਾਪ ਸੰਜਾਂਤਤਾ ਮੁਹਇਆ ਕਰਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਤਾਪਮਾਨ ਦੌਰਾਨ ਵੀ ਸਥਿਰ ਰਹਿੰਦਾ ਹੈ ਅਤੇ ਤੀਬਰ, ਲਗਾਤਾਰ ਚਲਾਉਂਦੇ ਸਮੇਂ ਦੌਰਾਨ ਵੀ ਸਥਿਰਤਾ ਬਣੀ ਰਹਿੰਦੀ ਹੈ.
- ਰੁਕਾਵਟ ਸਮਾਂ: ਇਹ ਕੰਵੇਅਰ ਦੀ ਗਤੀ ਦੇ ਅਨੁਸਾਰ ਨਿਰਧਾਰਿਤ ਹੁੰਦਾ ਹੈ, ਜੋ ਵਧੇਰੀ ਤੋਂ ਵਧੇਰਾ ਕਰ ਸਕਦੀ ਹੈ 0-12m/min. ਹੌਲੀ ਗਤੀ ਨਾਲ dwell ਸਮਾਂ ਵੱਧਦਾ ਹੈ, thicker ਫਿਲਮਾਂ ਵਿੱਚ ਹੀ ਟਾਪੇ ਹੀਟ energy ਨੂੰ ਬਦਲਣ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ (0.80mm ਤੱਕ), ਜਦਕਿ ਤੇਜ਼ ਗਤੀਆਂ ਪਿਆਰ-ਮਰੂਣ ਸਮੱਗਰੀ ਲਈ throughput ਵਧਾ ਦਿੰਦੇ ਹਨ.
ਸੀਲਿੰਗ ਦਾ ਦਬਾਅ ਅਤੇ ਫੋਰਸ ਵਿਤਰਣ
ਹੀਟ ਸਮੱਗਰੀ ਨੂੰ ਪਗਲਦਾ ਹੈ, ਪਰ ਦਬਾਅ ਹੀ ਲੇਅਰਾਂ ਨੂੰ ਰਲਾਉਂਦਾ ਹੈ. ਪਰਿਯੋਗ ਅਭਾਵ ਦੇ ਬਾਵਜੂਦ, ਤੋੜੇ ਪਲਾਸਟਿਕ ਵੀ ਇਕ ਸਮੱਗਰ ਬੰਧ ਨਹੀਂ ਬਣਾਏਗਾ. ਸਾਡੀਆਂ ਲਗਾਤਾਰ ਬੈਂਡ ਸੀਲਰਾਂ 'ਤੇ, ਦਬਾਅ ਚੱਕਰ ਆਵਾਜਾਈ ਦੀ ਨੂੰਲ੍ਹਾਂ ਕੋਲ ਬਾਜ਼ੀ ਲ੍ਹੇ- ਜਦੋਂ ਉਹ ਠੰਡੀ ਹੋ ਰਹੇ ਬਲਾਕਾਂ ਦੇ ਵਿੱਚੋਂ ਲੰਘਦਾ ਹੈ, ਤਦ ਦਬਾਅ-ਚੱਕਰ ਇਕ ਮਹੱਤਵਪੂਰਨ ਭੂਮਿਕਾ ਨਿਭਾਉਂਦਾ ਹੈ.
- ਇਕਸਾਰਤਾ: ਸਾਰੇ ਸੀਲ ਵਿਆਪਤੀ ਦੇ ਦੌਰਾਨ ਲਗਾਤਾਰ ਦਬਾਅ (ਸੰਮਿਆਤ 6mm, 10mm, ਜਾਂ 12mm) ਹਵਾ ਦੇ ਦਾਗ ਅਤੇ ਕਮਜ਼ੋਰ ਥਾਵਾਂ ਨੂੰ ਰੋਕਦਾ ਹੈ.
- ਇੰਝਣ: ਦਬਾਅ ਬੈਗ ਦੀ ਮੋਟਾਈ ਨਾਲ ਸੁਸंगਤ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ. ਘਣ ਸਮੱਗਰੀ ਵਾਲੇ ਇੱਕਪਾਸੇ ਬੈਗਾਂ ਨੂੰ ਅੰਦਰਲੇ ਸੀਲੈਨਟ ਲੇਅਰਾਂ ਨੂੰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਮਿਲਾਉਣ ਲਈ ਜ਼ਿਆਦਾ ਦਬਾਅ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਜੋ ਪੈਕੇਜ ਦੇ ਹਰੀਕ ਅਖੀਰਾ ਤਣਾਅ ਦੀ ਤਾਕਤ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ.
ਸਮਗਰੀ ਚੋਣ ਅਤੇ ਬੈਰੀਅਰ ਗੁਣ
ਵੱਖ-ਵੱਖ ਪੈਕਿੰਗ ਸਮੱਗਰੀ ਹਟਾਸ਼ੀ ਅਤੇ ਦਬਾਅ ਨੂੰ ਵੱਖ-ਵੱਖ ਰੀਅਕਟ ਕਰਦੀਆਂ ਹਨ। ਸਧਾਰਣ polyethylene (PE) ਲਈ ਚੱਲਣ ਵਾਲੀ ਸੈਟਿੰਗ ਲੰਮੀ ਲੇਅਰ ਲੈਮਿਨੇਟ 'ਤੇ ਅਸਫਲ ਰਹਿ ਸਕਦੀ ਹੈ। ਤੁਹਾਡੇ ਸਮੱਗਰੀ ਦੇ ਖਾਸ ਥਰਮਲ ਗੁਣਾਂ ਨੂੰ ਸਮਝਣਾ ਮਸ਼ੀਨ ਨੂੰ ਠੀਕ ਢੰਗ ਨਾਲ ਸੈਟ ਕਰਨਾ ਮੁੱਖ ਹੈ.
- ਪਲਾਸਟਿਕ ਫਿਲਮਾਂ (PE/PP): ਇਹ ਆਮ ਤੌਰ 'ਤੇ ਘੱਟ ਤਾਪਮਾਨਾਂ ਅਤੇ ਤੇਜ਼ ਗਤੀਆਂ ਦੀ ਲੋੜ ਰੱਖਦੀਆਂ ਹਨ.
- ਲੈਮੀਨੇਟ-ਅਤੇ ਫੋਇਲ: ਸਮੱਗਰੀ ਜਿਵੇਂ ਕਿ cURL Too many subrequests. ਮਾਇਲਰ ਵਰਗੀ ਚਰਤੀ-ਰੂਪ ਕਾਰਜ ਕਰਦੀਆਂ ਹਨ। ਉਨ੍ਹਾਂ ਨੂੰ ਸੀਲ-ਇੰਟਰਫੇਸ ਤੱਕ ਹੀਟ ਡਰਾਈਵ ਕਰਨ ਲਈ ਉੱਚੇ ਤਾਪਮਾਨ ਸੈਟਿੰਗਾਂ ਅਤੇ ਹੌਲੀ ਕੰਵੇਅਰ ਗਤੀਆਂ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ.
- ਮੋਟਾਈ: ਸਾਡੀਆਂ ਮਸ਼ੀਨਾਂ ਫਿਲਮਾਂ ਨੂੰ ਸੰਬੰਧਿਤ ਕਰਦੀਆਂ ਹਨ 0.02mm ਤੋਂ 0.80mm. ਜਦ ਤਰਲਤਾ ਵਧਦੀ ਹੈ, ਤਪਦਾ ਹਠਾਉਣ ਦੀ ਪ੍ਰਤੀਰੋਧਨ ਵਧਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਸੈਲਾਂ ਦੀਆਂ ਸਮਤਲ ਸੁਤੰਤਰ ਤਬਦੀਲੀਆਂ ਕਰਨ ਲਈ ਸਮਾਂਜਸੇ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ ਨ्यੂਨਤਮ ਸੀਲ ਤਾਕਤ.
ਪਰੀਵਾਰਕ ਹਾਲਾਤ ਅਤੇ ਸਮਰਿੰਦਗੀ
ਪੂਰੀ ਮਸ਼ੀਨ ਸੈਟਿੰਗਾਂ ਹੋਣ ਦੇ ਬਾਵਜੂਦ ਵੀ ਬਾਹਰੀ ਤੱਤ ਸੀਲ ਨੂੰ ਖਰਾਬ ਕਰ ਸਕਦੇ ਹਨ। ਉਦਯੋਗਿਕ ਵਾਤਾਵਰਣ ਵਿੱਚ, ਸੀਲ ਖੇਤਰ ਦੀ ਸਫਾਈ ਨੂੰ ਅਕਸਰ ਨਜ਼ਰਅੰਦਾਜ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਪਰ ਮਹੱਤਵਪੂਰਨ ਹੁੰਦਾ ਹੈ।.
- ਲੇਪਣੀ: ਸੀਲ ਖੇਤਰ ਵਿੱਚ ਧੂள், ਪਾਊਡਰ, ਗ੍ਰੀਸ, ਜਾਂ ਦਰਿਆਈ ਰਸ ਤਰਲ ਤਾਂ ਹੋਏ ਹਲਕਿਆਂ ਨੂੰ ਬਾਧਾ ਦੇਂਦੇ ਹਨ, ਜਿਸ ਨਾਲ ਪਲਾਸਟਿਕ ਪਰਤ ਜੁੜਨ ਤੋਂ ਰੁਕ ਜਾਂਦੇ ਹਨ। ਇਹ ਚੈਨਲ ਚੀਕੜਿਆਂ ਦਾ ਆਮ ਕਾਰਣ ਹੈ।.
- ਉਪਕਰਣ ਪਹਿਰਾਵਾ/ਘਿਸਣਾ: ਪੁਰਾਣੀ ਹੋ ਚੁੱਕੀ ਟੇਫਲੋਨ ਖ਼ੇੜੇ ਉੱਪਰਲੇ ਫੈਲਾਵ ਦੀ ਗੱਲ ਕਰਦੇ ਹਨ, ਜਾਇ ਨਾਲ ਤਾਪਨ ਜਾਂ ਬਟਣ ਦੀ ਸਮੱਸਿਆ ਨੂੰ ਸੁਰੱਖਿਆ ਦੇਣ ਵਾਲੀਆਂ ਸਮੱਗਰੀਆਂ ਨੂੰ ਅਸਮਾਨ ਤਰੀਕੇ ਨਾਲ ਤਬਦੀਲ ਕਰ ਸਕਦੇ ਹਨ। ਸੀਲਿੰਗ ਬੈਂਡਾਂ ਦੀ ਨਿਯਮਤ ਜਾਂਚ ਇਹ ਸੁਨਿਸ਼ਚਿਤ ਕਰਦੀ ਹੈ ਕਿ ਵਾਤਾਵਰਣ ਦੀ ਖਰਾਬੀ ਅਤੇ ਖਰਾਬੀ ਅੰਤਿਮ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਘਟਾਏ ਨਹੀਂ।.
ਸੀਲ ਤਾਕਤ ਟੈਸਟਿੰਗ ਲਈ ਉਦਯੋਗੀ ਮਿਯਾਰ
ਪੈਕੇਜਿੰਗ ਦੀ ਦੁਨੀਆਂ ਵਿੱਚ, ਅਨੁਮਾਨ ਲਗਾਉਣਾ ਕੋਈ ਵਿਕਲਪ ਨਹੀਂ ਹੈ। ਅਸੀਂ ਆਪਣੇ ਮਸ਼ੀਨਾਂ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤੀਆਂ ਸੀਲਾਂ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਸਥਾਪਿਤ ਮਿਯਾਰ 'ਤੇ ਨਿਰਭਰ ਕਰਦੇ ਹਾਂ—ਚਾਹੇ ਉਹ ਇਕ ਲਗਾਤਾਰ ਬੈਂਡ ਸੀਲਰ ਹੋਵੇ ਜਾਂ ਇੱਕ ਵੈਕੂਮ ਇਕਾਈ—ਵਾਸਤੇ ਹਕੀਕਤ-ਦਰ-ਦਰਸ਼ਨ ਸਪਲਾਈ ਚੇਨ ਦੀ ਤਾਕਤ ਤੋਂ ਟਿਕੇ ਰਹਿ ਸਕਣ। ਇਨ੍ਹਾਂ ASTM ਪ੍ਰੋਟੋਕੋਲਾਂ ਦੀ ਪਾਲਣਾ ਸੁਰੱਖਿਅਤ ਕਰਦੀ ਹੈ ਸੀਲ ਦੀ ਅਖੰਡਤਾ ਅਤੇ ਤੁਹਾਡੇ ਬ੍ਰਾਂਡ ਦੀ ਇਜਤ ਦੀ ਰੱਖਿਆ ਕਰਦੀ ਹੈ।.
ASTM F88: ਸੀਲ ਤਾਕਤ ਲਈ ਮਿਆਰੀ ਟੈਸਟ ਮੈਥਡ
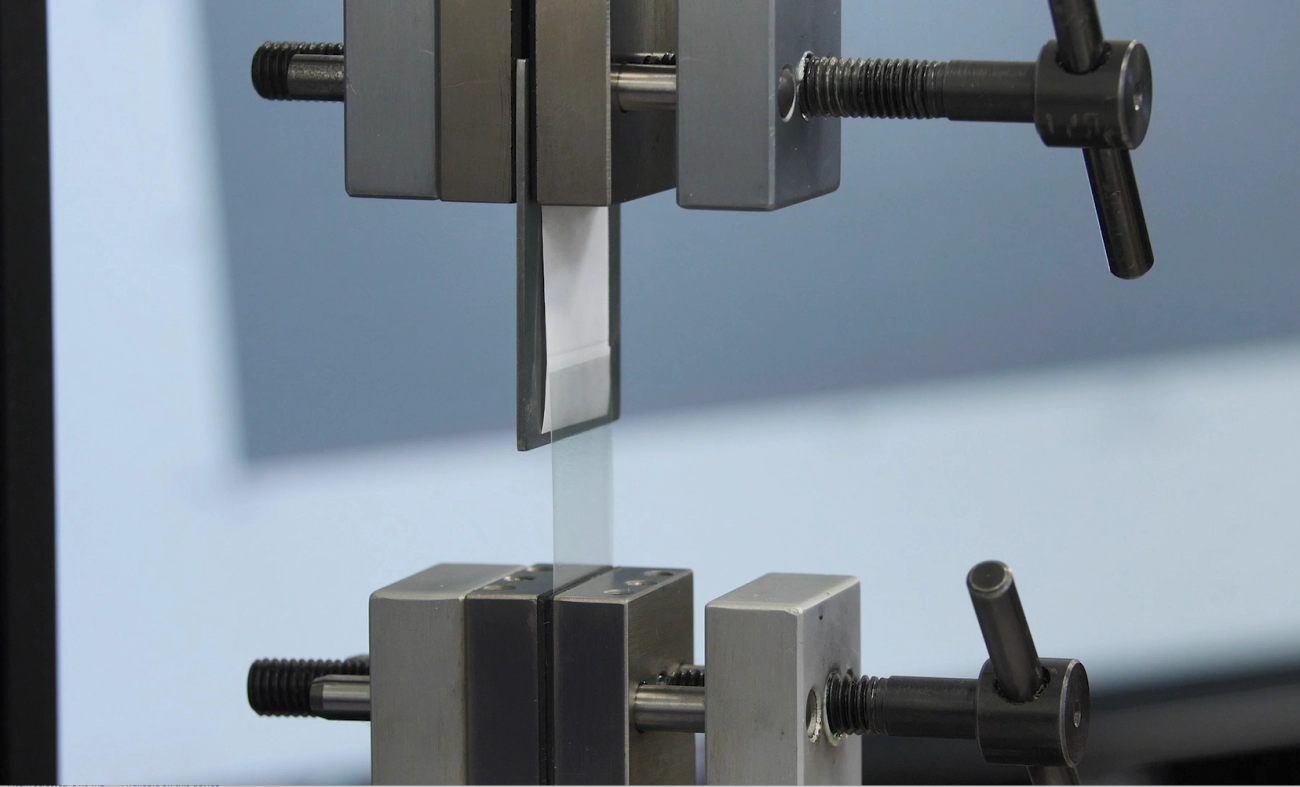
ਇਹ ਸੀਲ ਦੀ ਮਾਪਣ ਦੀ ਉਦਯੋਗਿਕ ਬੈਂਚਮਾਰਕ ਹੈ ਤਣਾਅ ਦੀ ਤਾਕਤ ਸੀਲ ਦੇ ਤਾਕਤ ਦੀ ਮਾਪ ਲਈ। ASTM F88 ਵਿੱਚ ਸੀਲ ਕੀਤੇ ਸਮੱਗਰੀ ਦੀ ਇਕ ਇੰਚ ਦਾ ਟੁਕੜਾ ਕੱਟ ਕੇ ਉਸਨੂੰ ਲਾਗਾਤਾਰ ਗਤੀ ਨਾਲ ਟੁੱਟਣ ਲਈ ਖੀਚਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਪਰਤਾਂ ਨੂੰ ਵੱਖ ਕਰਨ ਲਈ ਲੋੜੀਂਦੀ ਸ਼ਕਤੀ ਮਾਪੀ ਜਾ ਸਕੇ।.
- ਟੈਕਨੀਕ: ਟੇਲ ਹੋਲਡਿੰਗ ਢੰਗ (ਟੈਕਨੀਕ A, B, ਜਾਂ C) ਇਹ ਨਿਰਧਾਰਤ ਕਰਦਾ ਹੈ ਕਿ ਖੀਚ ਦੌਰਾਨ ਸਮੱਗਰੀ ਨੂੰ ਕਿਵੇਂ ਸਮਰਥਨ ਦਿੱਤਾ ਗਿਆ ਹੈ।.
- ਸੰਬੰਧਤਾ: ਇਹ ਦੱਸਦਾ ਹੈ ਕਿ ਸੀਲਰ 'ਤੇ ਹੀਟ, ਦਬਾਅ, ਅਤੇ ਡਵੇਲ ਸਮੇਂ ਦੀ ਸੈਟਿੰਗ ਇਨ੍ਹਾਂ ਵਿਸ਼ੇਸ਼ ਸਮੱਗਰੀ ਲਈ ਕੁਝ ਸਰੀਖੀ ਸੀ ਕਿ ਨਹੀਂ।.
ਕਾਰੋਬਾਰ ਲਈ ਜੋ ਵਰਤਦੇ ਹਨ ਭੋਜਨ ਪੈਕੇਜਿੰਗ ਲਈ ਪੀਈ ਸਮੱਗਰੀ, ASTM F88 ਟੈਸਟ ਪੁਸ਼ਟੀ ਕਰਦਾ ਹੈ ਕਿ ਰਸਾਇਣੀ ਬੰਧਨ ਇੰਨੇ ਮਜ਼ਬੂਤ ਹਨ ਕਿ ਉਸੇ ਸਿਸਟਮ ਨੂੰ ਖੁਲ੍ਹਨ ਤੋਂ ਰੋਕ ਸਕਦੇ ਹਨ ਜਦਕਿ ਅੰਤ-ਉਪਭੋਗਤਾ ਲਈ ਕੰਮ ਕਰਦਾ ਰਹਿੰਦਾ ਹੈ।.
ASTM F1140 ਅਤੇ F2054: ਬਰਸਟ ਟੈਸਟਿੰਗ ਮੈਥਡਜ਼
ਜਦੋਂ ਤਾਣ-ਟੇਸਟ ਸਿਲੇ ਦੇ ਕਾਂਟੇ ਦਾ ਇੱਕ ਖ਼ਾਸ ਹਿੱਸਾ ਦੇਖਦੇ ਹਨ, ਬਰਸਟ ਟੈਸਟਿੰਗ ਸਭ ਪੈਕੇਜ ਦੀ ਅੰਦਰੂਨੀ ਦਬਾਅਨੁ ਸੰਭਾਲ ਸਕਣ ਦੀ ਸਮਰੱਥਾ ਦਾ ਮੁਲਾਂਕਣ ਕਰਦਾ ਹੈ।.
- ASTM F1140: ਇਹ ਇੱਕ ਬੇਲੀਜ਼/ਬੇਰੁਕ ਟੈਸਟ ਹੈ ਜਿੱਥੇ ਪੈਕੇਜ ਨੂੰ ਫੂੰਕ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ ਜਦ ਤੱਕ ਉਹ ਫੇਲ ਨਹੀਂ ਹੁੰਦਾ. ਇਹ ਸੇਲ ਜਾਂ ਸਮੱਗਰੀ ਦੇ ਸਭ ਤੋਂ ਕਮਜ਼ੋਰ ਨੁਕਤੇ ਦੀ ਪਛਾਣ ਕਰਦਾ ਹੈ।.
- ASTM F2054: ਇਹ ਰਿਸਟਰੇਂਗ ਪਲੇਟਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਪੈਕੇਜ ਦੇ ਫੈਲਣ ਨੂੰ ਸੀਮਿਤ ਕਰਦਾ ਹੈ, ਸਟ੍ਰੈਸ ਨੂੰ ਸਿੱਧਾ ਸੇਲ ਦੇ ਪੇਰੀਮੇਟਰ 'ਤੇ ਦਬਾਉਂਦਾ ਹੈ।.
ਇਹ ਟੈਸਟ ਅਹੰਕਾਰਿਕ ਮਹੱਤਵਪੂਰਨ ਹਨ ਕਿਸ ਲਈ ਜਰੂਰੀ ਹੈ ਨ्यੂਨਤਮ ਸੀਲ ਤਾਕਤ ਉਚਾਈ ਬਦਲਾਵਾਂ ਜਾਂ ਸਿਫਤ-ਦਬਾਵ ਦੇ ਦੌਰਾਨ ਫੁੱਟਣ ਨਾਲ ਰੋਕ ਲਈ ਲੋੜੀਦੀ ਹੈ।.
ASTM F2824: Peelable ਲਿਡਜ਼ ਲਈ ਮੈਕੈਨਿਕਲ ਟੈਸਟਿੰਗ
ਠੀਕ ਜ਼ੋਰ ਵਾਲੇ ਡੱਬੇ ਨਾਲ ਬੰਦ ਰਹਿਣ ਵਾਲੀਆਂ ਲਿਡਜ਼ ਵਾਲੇ ਰਿਜ਼ਿਸ਼ਟ ਰਾਗਾਂ ਲਈ, ASTM F2824 ਲਿਡ ਨੂੰ ਟਰੈ ਵਿੱਚੋਂ ਵੱਖ ਕਰਨ ਲਈ ਲੋੜੀਦੇ ਮੈਕੇਨਿਕਲ ਫੋਰਸ ਨੂੰ ਮਾਪਦਾ ਹੈ। ਇਹ ਮਿਆਰੀ ਕੰਮ ਨੂੰ ਇਕ ਸੁਰੱਖਿਅਤ ਬੰਦ ਅਤੇ ਉਪਭੋਗਤਾ ਸੁਵਿਧਾ ਦੇ ਵਿਚਕਾਰ ਸੰਤੁਲਨ 'ਤੇ ਕੇਂਦਰਿਤ ਕਰਦਾ ਹੈ। ਇਹ ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਇਸ ਸਮੇਂ ਮਹੱਤਵਪੂਰਨ ਹੈ ਜਦੋਂ ਸਰੂਪ ਵਿੱਚ ਐਲਮੀਨਿਅਮ ਫੋਏਲ ਦੀ ਭੂਮਿਕਾ ਨੂੰ ਸਮਝਣਾ ਹੈ ਪੈਕেজਿੰਗ ਵਿੱਚ, ਕਿਉਂਕਿ ਫੌਇਲ ਲਿਡਜ਼ ਨੂੰ ਇੱਕ ਹੇਰਮੀਟਿਕ ਬਾਰੀਅਰ ਪ੍ਰਦਾਨ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ ਬਿਨਾਂ ਇਸਦੇ ਕਿ ਖੋਲ੍ਹਣ ਵਿੱਚ ਮੁਸ਼ਕਿਲ ਹੋਵੇ। ਅਸੀਂ ਇਸ ਡੇਟਾ ਨੂੰ ਤਾਪਮਾਨ ਸੈਟਿੰਗਾਂ ਨੂੰ ਸੁਧਾਰ ਕਰਨ ਲਈ ਵਰਤਦੇ ਹਾਂ, ਜਿਸ ਨਾਲ ਚਿਪਕਣ-ਤਲ ਦੀ ਲਗਵਾਉ activਤ ਸਹੀ ਤਰੀਕੇ ਨਾਲ ਕੰਮ ਕਰੇ ਅਤੇ ਵਾਫਰ-ਵੈਲਡਿੰਗ ਤੋਂ ਬਚਾ ਰਹੇ।.
ਸੀਲ ਮਜ਼ਬੂਤੀ ਮਾਪਣ ਅਤੇ ਗਣਨਾ ਕਰਨ ਦੀ ਕਸਰਤ

ਜਾਂਚ ਲਈ ਸਾਡੇ ਉਦਯੋਗਿਕ ਸੀਲਰਾਂ, ਜਿਵੇ FR-900 ਸੀਰੀਜ਼, ਨੇ ਸੁਰੱਖਿਅਤ ਟਰਾਂਸਪੋਰਟ ਲਈ ਲੋੜੀਂਦੀ ਹੈ ਉਹਨਾਂ ਨੂੰ ਦੱਸਦੇ ਹਨ ਸੀਲ ਦੀ ਅਖੰਡਤਾ ਮਹਤਵਪੂਰਨ ਡੇਟਾ ਨ्यੂਨਤਮ ਸੀਲ ਤਾਕਤ ਸਾਡੀ ਲੋੜ ਹੈ ਜਹਾਂ ਹਨ ਟੁਕਰਾ-ਕਰਨਾ ਹੀ ਗੱਲ ਨਹੀ, ਸਿੱਧੀ ਡੇਟਾ ਦੀ ਲੋੜ ਹੈ। ਸੀਲ ਮਜ਼ਬੂਤੀ ਨੂੰ ਮਾਪਣ ਵਿੱਚ ਖਾਸ ਤਿਆਰੀ ਅਤੇ ਗਣਨਾ ਤਰੀਕੇ ਸ਼ਾਮਿਲ ਹੁੰਦੇ ਹਨ ਤਾਂ ਜੋ ਦੱਸ ਸਕੇ ਕਿ ਬੰਧਨ ਲੋੜੀਂਦੀ ਸ਼ਰਤਾਂ 'ਤੇ ਖਰਾ ਉਤਰਦਾ ਹੋ।.
ਟੈਸਟ ਸੈਂਪਲ ਤਿਆਰੀ ਅਤੇ ਤਕਨੀਕਾਂ (A, B, ਅਤੇ C)
ਠੀਕ ਡਾਟਾ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਨਮੂਨੇ ਨੂੰ ਕੱਟਣ ਦੇ ਤਰੀਕੇ ਨਾਲ ਸ਼ੁਰੂ ਹੁੰਦਾ ਹੈ। ਮੈਂ ਹਮੇਸ਼ਾ ਸਲਾਹ ਦਿੰਦਾ ਹਾਂ ਕਿ ਸੀਲ ਦੇ ਪ੍ਰਤਿ-ਉਲੰਘਨ ਵਿੱਚ ਇਕਸਾਰ ਸਟਰਿਪ ਨੂੰ ਕੱਟਿਆ ਜਾਵੇ, ਆਮ ਤੌਰ ’ਤੇ 1 ਇੰਚ (25.4mm) ਚੌੜਾ ਜਾਂ 15mm ਚੌੜਾ, ਜਿਸStandard ਨੂੰ ਤੁਸੀਂ ਫਾਲੋ ਕਰ ਰਹੇ ਹੋ, ਉਸਦੇ ਅਨੁਸਾਰ। ਕਿਨਾਰੇ ਸਾਫ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ ਅਤੇ ਨੌਚਾਂ ਤੋਂ ਰਹਿਤ ਹੋਣੇ ਚਾਹੀਦੇ ਹਨ ਤਾਂ ਜੋ ਪਹਿਲਾਂ-ਵਾਲੀ ਤੋੜ ਤੋਂ ਬਚਿਆ ਜਾ ਸਕੇ।.
ਜਦੋਂ ਪੁੱਲ ਟੈਸਟ ਕਰਦੇ ਹੋ (ਆਮ ਤੌਰ ‘ਤੇ ਇਕ ਯੂਨੀਵਰਸਲ ਟੈਸਟਿੰਗ ਮਸ਼ੀਨ ਦੀ ਵਰਤੋਂ ਨਾਲ), ਮਿਸਾਲ ਲਈ ਤਿੰਨ ਸਟੈਂਡਰਡ ਤਰੀਕੇ ਹੁੰਦੇ ਹਨ ਜਿਨ੍ਹਾਂ ਨਾਲ ਸੈਂਪਲ ਨੂੰ ਫੜਿਆ ਜਾਂਦਾ ਹੈ:
- ਤਕਨੀਕ A (ਅਸਮਰਥਿਤ): ਨਮੂਨਾ ਫਰਾਵਰਾਂ ਦਰਮਿਆਨ ਖੁੱਲਾ ਲਟਕਦਾ ਹੈ। ਇਹ ਸਭ ਤੋਂ ਆਮ ਢੰਗ ਹੈ ਪਰ ਸਮੱਗਰੀ ਦੀ سختੀ ਨਾਲ ਪ੍ਰਭਾਵਿਤ ਹੋ ਸਕਦਾ ਹੈ।.
- ਤਕਨੀਕ B (ਸਹਾਇਤ ਪ੍ਰਾਪਤ 90°): ਨਮੂਨੇ ਦੀ ਦੰਮ ਨੂੰ ਹੱਥ ਜਾਂ 90-ਅੰਕ ਕੋਣ ਤੇ ਇੱਕ ਫਿਕਸਚਰ ਦੁਆਰਾ ਸਹਾਰਾ ਦਿੱਤਾ ਗਿਆ ਹੈ। ਇਸ ਨਾਲ ਛਿੱਲਣ ਵਾਲੇ ਕੋਣ ਦਾ ਨਤੀਜੇ 'ਤੇ ਪ੍ਰਭਾਵ ਘੱਟ ਹੁੰਦਾ ਹੈ।.
- ਤਕਨੀਕ C (ਸਹਾਇਤ 180°): ਨਮੂਨਾ ਇੱਕ ਢੀਠ ਸੰਮੇਲਨ ਪਲੇਟ ਦੁਆਰਾ ਸਹਾਇਤ ਫੜਿਆ ਗਿਆ ਹੈ। ਇਹ ਸਭ ਤੋਂ ਜ਼ਿਆਦਾ ਅਤਿ-ਕਰੜਾ ਟੈਸਟ ਹੈ ਤਣਾਅ ਦੀ ਤਾਕਤ ਅਤੇ ਭੱਟੇਬਾਜ਼ ਦੀ ਲਚਕ ਨੂੰ ਘਟਾਉਂਦਾ ਹੈ.
ਵੱਧਤਮ ਅਤੇ ਜੀਵਨਤ ਹਾਲਾਕੀ ਤਾਕਤ ਦੀ ਗਣਨਾ (Max vs. Average Seal Strength)
ਜਦੋਂ ਅਸੀਂ ਇਹਨਾਂ ਪਰਖਾਂ ਨੂੰ ਚਲਾਉਂਦੇ ਹਾਂ, ਸਾਜ਼ੋ-ਸਮਾਨ ਇਕ ਫ਼ੋਰਸ-ਡਿਸਪਲੇਸਮੈਂਟ ਕਰਵ ਬਣਾਉਂਦਾ ਹੈ। ਦੋ ਮੁੱਖ ਮਾਪਾਂ ਵਿੱਚ ਫਰਕ ਜਾਣਨਾ ਬਹੁਤ ਜਰੂਰੀ ਹੈ:
- ਸਰਵੱਧਿਕ ਤੌਰ ਤੇ ਸ਼ਿਲਾਈ ਦੀ ਤਾਕਤ (ਪਿਕ ਦੇ ਸਮੇਂ) ਇਹ ਸਭਤੋਂ ਵੱਡੀ ਤਾਕਤ ਹੈ ਜਿਸ ਦੀ ਰੇਕੌਰਡਿੰਗ ਸੇਲ ਖੁੱਲਣ ਤੋਂ ਪਹਿਲਾਂ ਜਾਂ ਸਮੱਗਰੀ ਤੋੜਨ ਤੋਂ ਪਹਿਲਾਂ ਹੋਈ। ਇਹ ਨੰਬਰ ਸਮਝਣ ਲਈ ਮਹੱਤਵਪੂਰਨ ਹੈ। ਬਰਸਟ ਟੈਸਟਿੰਗ ਜਲਦੀ ਦਬਾਅ ਕਿੰਨਾ ਸਭਰ ਸਕਦਾ ਹੈ—ਪੈਕੇਜ ਵਿਚ ਕਿੰਨਾ ਤੌਰ ਤੇ ਅਚਾਨਕ ਦਬਾਅ ਆ ਸਕਦਾ ਹੈ.
- اوسط مہر طاقت ਇਹ ਇੱਕ ਨਿਰਧਾਰਿਤ ਦੂਰੀ 'ਤੇ ਸੀਲ ਨੂੰ ਚੀਰ ਦੇਣ ਲਈ ਲੋੜੀਂਦੀ ਔਸਤ ਤਾਕਤ ਦੀ ਗਣਨਾ ਕਰਦਾ ਹੈ। ਇਹ ਅਜੇਹੇ ਸੀਲਾਂ ਲਈ ਅਕਸਰ ਸਥਿਰਤਾ ਦਾ ਸਭ ਤੋਂ ਵਧੀਆ ਸੂਚਕ ਹੁੰਦਾ ਹੈ, ਵਿਸ਼ੇਸ਼ ਤੌਰ 'ਤੇ ਛੱਲਣ ਯੋਗ ਸੀਲਾਂ ਲਈ ਜਿੱਥੇ ਖੁਲ੍ਹਣ ਦਾ ਨਰਮ ਅਨੁਭਵ ਲੋੜੀਂਦਾ ਹੈ।.
ਹੁਣੇਲੇ ਭਾਰੀ ਦਬਾਅ ਵਾਲੇ ਕਾਰਜਾਂ ਲਈ ਜਦੋਂ ਅਸੀਂ ਸਾਡੀ 10mm ਜਾਂ 12mm ਸੀਲ ਚੌੜਾਈਆਂ ਵਰਤਦੇ ਹਾਂ, ਅਸੀਂ ਆਮ ਤੌਰ ਤੇ ਪੀਕ ਤਾਕਤ ਨੂੰ ਪ੍ਰਾਥਮਿਕਤਾ ਦਿੰਦੇ ਹਾਂ ਤਾਂ ਜੋ ਪੈਕੇਜ ਸ਼ਿੱਧ ਰੂਪ ਵਿੱਚ ਦਬਾਅ ਹੇਠਾਂ ਬੰਦ ਰਹੇ।.
ਭਵਾਟਕ-ਬਿਪਰੀਤੀਆਂ ਅਤੇ ਪਰਖ ਨਤੀਜੇ ਦੀ ਵਿਆਖਿਆ
ਸਕਰੀਨ ਤੇ ਨੰਬਰ ਸਿਰਫ਼ ਕਹਾਣੀ ਦਾ ਅਧ ਫ਼ਲ ਹੈ; ਕਿਵੇਂ سیل ٹھیک نہیں; مجھے ٹھیک معلوم ہوتا ہے کہ مشین پر کیا ایڈجسٹ کرنا ہے۔.
- چپکنے والی ناکامی (چھلّی): سیل دو تہوں کے درمیان صاف طور پر الگ ہوتا ہے۔ اگر فورس بہت کم ہو تو میں عموماً خالص تانبے کے حرارتی بلاکس پر درجہ حرارت بڑھاتا ہوں یا دباؤ والی پہیے کی ٹینشن بڑھاتا ہوں۔.
- نظمی ناکامی ( Cohesive Failure): سیل الگ ہوتا ہے، مگر دونوں طرف مادی باقیات چھوڑ دیتا ہے۔ یہ مضبوط بندھن کی نشانی ہے، اکثر دیکھنے کو ملتی ہے پاؤچ پائیداری فوکسڈ میٹریئلز جہاں سیلنگ کی تہہ اندرونی طور پر ٹوٹتی ہے۔.
- مواد کا ٹوٹنا (ٹیئر): مواد سیل ایریا کے باہر پھٹتا ہے۔ یہ غیر چھلنے والی ایپلیکیشنز کے لیے مثالی نتیجہ ہے۔ اس کا مطلب ہے کہ سیل فلم سے زیادہ مضبوط ہے۔.
- لمبائی میں کھینچاؤ: مواد سیکنڈوں میں کافی زیادہ پھیلتا ہے جب تک کہ ٹوٹ نہ جائے۔ PE فلموں کے ساتھ یہ عام ہے اور کنویئر کی رفتار چیک کرنے کی ضرورت ہوتی ہے تاکہ ہم زیادہ گرم نہ ہونے اور پلاسٹک کو sealing کے دوران پتلا نہ ہونے دیں۔.
عام سیلنگ آلات اور ٹیکنالوجی

صحیح مشینری کا انتخاب ہمارے بنیادی اصول ہے سیل کی چوڑائی کی طاقت کی گائیڈ. آپ جو ٹیکنالوجی استعمال کرتے ہیں وہ سیدھے بتاتی ہے کہ کیا آپ صنعتی ایپلیکیشنز کے لیے درکار 10mm یا 12mm سیل چوڑائی کو مستقل طور پر حاصل کر سکتے ہیں یا نہیں۔ ہم آلات کو حرارت کے طریقوں اور آٹومیشن کی سطحوں کے مطابق درجہ بند کرتے ہیں، ہر ایک مخصوص کردار ادا کرتا ہے محفوظ رکھنے میں ਸੀਲ ਦੀ ਅਖੰਡਤਾ.
امپلس اور مسلسل حرارت سیلرز
کم مقدار یا میز سطحی عملوں کے لیے ہم اکثر امپلس سیلرز دیکھتے ہیں۔ یہ یونٹس جب جب جبڑے بند ہوتے ہیں تو صرف حرارت لگا تے ہیں، جس سے وہ انرजी کے لحاظ سے موثر اور ہاتھ سے استعمال کرنے کے لیے محفوظ ہوتے ہیں۔ بنیادی مواد کے لیے بہترین ہیں ਸੀਲਰ ਬੈਗ پی ای یا پی پی سے بنی ہوئی چیزیں جہاں کم باٹھ والی سیل (عموماً 2mm سے 5mm) ہلکے وزن کی اشیاء کے لیے کافی ہوتی ہیں۔.
برعکس، مسلسل حرارت سیلرز متواتر ایک مقررہ درجہ حرارت برقرار رکھتے ہیں۔ یہ ٹیکنالوجی زیادہ موٹی مٹیریل جیسے مائیلر یا ورق لپیٹ کے لیے ناگزیر ہے جنہیں جوڑنے کے لیے زیادہ، مستحکم حرارتی توانائی درکار ہوتی ہے۔ ہماری صنعتی ترتیبات اس مستقل حرارت طریقہ کو استعمال کرتی ہیں تاکہ سیل دباؤ کے تحت فیل نہ ہونے پائے۔.
- Imпulse: Thin films (0.02mm-0.05mm) ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਅਤੇ ਇੰਟਰਮੀਟ ਕੰਮ ਲਈ ਸੁਝਾਅ.
- ਲਗਾਤਾਰ ਹੀਟ: ਵਿਸ਼ਾਲ ਲੈਮੀਨੇਟਸ ਅਤੇ ਉੱਚ-ਗੀਤ ਤਿਆਰੀ ਲਈ ਲਾਜਮੀ.
ਆਟੋਮੈਟਿਕ ਬੈਂਡ ਅਤੇ ਵੈਕਿਊਮ ਸੀਲਿੰਗ ਸਿਸਟਮ
ਜਦੋਂ ਅਸੀਂ ਵੱਡੇ ਪੈਕੇਜਿੰਗ ਵਾਲੀ ਗਤੀ ਵੱਲ ਵਧਦੇ ਹਾਂ, ਆਟੋਮੈਟਿਕ ਬੈਂਡ ਅਤੇ ਵੈਕਿਊਮ ਸੀਲਿੰਗ ਸਿਸਟਮ ਮਿਆਰੀ ਬਣ ਜਾਂਦੇ ਹਨ। Our FR-900 ਸੀਰੀਜ਼ ਲਗਾਤਾਰ ਬੈਂਡ ਸੀਲਰ ਇਸ ਕੰਮ ਨੂੰ ਸੰਭਾਲਣ ਲਈ ਡਿਜ਼ਾਈਨ ਕੀਤੇ ਗਏ ਹਨ, ਜਿਨ੍ਹਾਂ ਦੀ ਉੱਚੀ-ਪੀਸ 0-12m/min ਤੱਕ ਸਥਿਤੀਸ਼ੀਲਤਾ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ। ਹੱਥ-ਵਾਲੀਆਂ ਵਿਕਲਪਾਂ ਦੇ ਵਿਰੁੱਧ, ਇਹ ਮਸ਼ੀਨਾਂ ਪਿਆਰੀ ਤੌਰ 'ਤੇ ਪਤਲਾ ਤਾਪ-ਆਉਟਪੁਟ ਅਤੇ ਕੂਲਿੰਗ ਬਲੌਕ. ਇਹ 300°C ਤੱਕ ਤੇਜ਼, ਸਥਿਰ ਤਾਪਮਾਨ ਨਿਯੰਤ੍ਰण ਲਈ ਆਗਿਆ ਦਿੰਦਾ ਹੈ, ਜਿਸ ਨਾਲ ਚੌੜੇ ਸੀਲ (10mm ਜਾਂ 12mm) ਸਮਾਨ ਰੂਪ ਨਾਲ ਜੁੜਦੇ ਹਨ ਅਤੇ ਕੋਲਡ ਸਪਾਟ ਨਹੀਂ ਹੁੰਦੇ.
ਇਹ ਸਿਸਟਮ ਵੱਖ-ਵੱਖ ਗੁਣ ਵਾਲੇ ਸਮਾਨਾਂ ਨੂੰ ਸਾਧਉਪਯੋਗ ਰਾਹੀਂ ਸੰਭਾਲਣ ਲਈ ਕਾਫ਼ੀ ਸਮਰੱਥ ਹਨ ਭੋਜਨ ਪ੍ਰੀਜ਼ਰਵੇਟਿਵ ਫਿਲਮਾਂ ਦੀਆਂ ਕਿਸਮਾਂ, ਵਿਚ ਕਾਰਜੀ ਸਮੂਹ ਪੈਕਿੰਗ ਬੈਗ ਅਤੇ ਐਲੁਮਿਨੀਅਮ ਫੋਇਲ ਸ਼ਾਮਿਲ ਹਨ। ਕੰਵੇਯਰ ਮਿਕੈਨਜ਼ਮ ਲੋਡਾਂ ਨੂੰ 5kg ਤੱਕ ਸਹਾਇਕ ਬਣਾਉਂਦਾ ਹੈ, ਮਸ਼ੀਨ ਭਾਰ ਸੰਭਾਲਦੀ ਹੈ ਜਦੋਂ ਸੀਲਿੰਗ ਬੈਂਡ ਲੋਡ ਨੂੰ ਤਨਾਅ ਅਤੇ ਤਾਪ ਦਿੰਦੇ ਹਨ.
ਬੈਂਡ ਸੀਲਰਾਂ ਦੀਆਂ ਮੁੱਖ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ:
- ਸੀਲ ਚੌਂਵੇਂ: ਵਿਭਿੰਨ ਮਜ਼ਬੂਤਾਈ ਦੀ ਲੋੜ ਲਈ 6mm, 10mm ਅਤੇ 12mm ਵਿੱਚ ਮਿਆਰੀਕ੍ਰਿਤ.
- ਸਮੱਗਰੀ ਵਿਭਿੰਨਤਾ: PE, PP, ਅਤੇ ਐਲੁਮਿਨੀਅਮ ਫੋਇਲ ਨੂੰ ਸੰਭਾਲਦਾ ਹੈ.
- ਇੰਟੀਗਰੇਟਡ ਫੰਕਸ਼ਨ: ਸਮੇਂ-ਸਮੇਂ ਤੇ ਸੀਲਿੰਗ, ਉਭਾਰਣ ਅਤੇ ਭੇਜਣ.
ਟੈਸਟਿੰਗ ਫਿਕਚਰ ਅਤੇ ਟੈਂਸਾਈਲ ਸਟ੍ਰੈਂਥ ਟੇਸਟਰ
ਸੁਨਿਸ਼ਚਿਤ ਕਰਨ ਲਈ ਕਿ ਸਾਡੀ ਮਸ਼ੀਨਰੀ ਵਚਿਤ ਪ੍ਰਦਰਸ਼ਨ ਦਿੰਦੀ ਹੈ, ਅਸੀਂ ਨਿਰਪੇਖ ਜਾਂਚ ਉਪਕਰਨਾਂ 'ਤੇ ਨਿਰਭਰ ਕਰਦੇ ਹਾਂ. ਤਣਾਅ ਦੀ ਤਾਕਤ ਟੇਸਟਰ ਬੰਨ੍ਹੇ ਖੇਤਰ ਨੂੰ ਖੋਲ੍ਹ ਕੇ ਜ਼ਰੂਰੀ ਤਾਕਤ ਨੂੰ ਮਾਪਦੇ ਹਨ ਜੋ ਬੰਨ੍ਹਨ ਨੂੰ ਤੋੜਣ ਲਈ ਲੋੜੀਦੀ ਹੁੰਦੀ ਹੈ। ਇਹ ਡੇਟਾ ਸੂਚਿਤ ਕਰਦਾ ਹੈ ਕਿ ਸੀਲ ਚੌੜਾਈ ਮੁਹੱਈਆ ਲੋਡ ਲਈ ਕਾਫ਼ੀ ਹੈ.
ਅਸੀਂ ਘਰਿਆਵਾਸ ਲਈ fixtures ਵੀ ਵਰਤਦੇ ਹਾਂ ਬਰਸਟ ਟੈਸਟਿੰਗ, ਜਿਸ ਨਾਲ ਬੈਗ ਫੇਲ ਹੋਣ ਤੱਕ ਦਬਾਉਣ ਹੁੰਦਾ ਹੈ। ਇਹ ਸਾਨੂੰ ਇਹ ਪਛਾਣ ਦਿਵੇ ਹੈ ਕਿ ਸੀਲ ਸਭ ਤੋਂ ਕਮਜ਼ੋਰ ਪੁਆਇੰਟ ਹੈ ਜਾਂ ਮਾਲਿਕਾ ਹੀ ਪਹਿਲਾਂ ਫੇਲ ਹੁੰਦਾ ਹੈ। ਨਿਆਮਤ ਬਣੇ ਟੈਸਟ ਇਹ ਯਕੀਨੀ ਬਣਾਉਂਦੇ ਹਨ ਕਿ ਮਸ਼ੀਨ “ਤੇ ਤਾਪਮਾਨ (0-300°C) ਅਤੇ ਦਬਾਵ ਸਹੀ ਤਰੀਕੇ ਨਾਲ ਕੈਲੀਬਰੇਟ ਹੋ ਰਹੇ ਹਨ ਤਾਂ ਜੋ ਕਮਜ਼ੋਰ ਸੀਲ ਜਾਂ ”ਆਵਰ-ਸੀਲਿੰਗ” ਤੋ ਰੋਕਿਆ ਜਾ ਸਕੇ ਜਿੱਥੇ ਮਾਲ ਦੇ ਪਤਲੇ ਹੋਣ ਲੱਗਣਗੇ。.
ਸੁਰੱਖਿਅਤ ਸੀਲ ਹਾਸਿਲ ਕਰਨ ਲਈ ਕਦਮ-ਦਰ-ਕਦਮ ਦਿਸ਼ਾ-ਨੀਰਦੇਸ਼

ਆਪਣੀ ਇੰਡਸਟਰੀਲ ਪੈਕੇਜਿੰਗ ਮਸ਼ੀਨਰੀ ਤੋਂ ਸਭ ਤੋਂ ਵੱਧ ਲਾਭ ਲੈਣ ਲਈ, ਤੁਹਾਨੂੰ ਦੂਹਰਾਉਣਯੋਗ ਪ੍ਰਕਿਰਿਆ ਚਾਹੀਦੀ ਹੈ। ਇਕ ਸਥਿਰਤਾ ਹਾਸਿਲ ਕਰਨ ਲਈ سیل کی چوڑائی کی طاقت کی گائیڈ ਮਿਆਰੀ ਮਿਸ਼ਰਾ ਸਿਰਫ ਮਸ਼ੀਨ ਚਾਲੂ ਕਰਨ ਨਾਲ ਹੀ ਨਹੀਂ, ਇਹ “ਸੀਲਿੰਗ ਤ੍ਰਿਯਤਾ”—ਤਾਪਮਾਨ, ਦਬਾਵ, ਅਤੇ ਗਤੀ—ਨੂੰ ਆਪਣੇ ਵਿਸ਼ੇਸ਼ ਮਾਲ ਨਾਲ ਮੈਚ ਕਰਨ ਲਈ ਡਾਇਲ ਕਰਨਾ ਹੈ। ਚਾਹੇ ਮੈਂ ਉੱਚ-ਅਸੀਂਲ ਲਾਈਨ ਚਲਾਉਂਦਾ ਹਾਂ ਜਾਂ ਛੋਟੇ ਬੈੱਚ, ਇਹਨਾਂ ਕਦਮਾਂ ਦੀ ਪਾਲਣਾ ਹਰ ਪੈਕੇਟ ਨੂੰ ਕੰਵੇਅਰ ਬੈਲਟ ਤੋਂ ਬਾਹਰ ਸਮਰੱਥਰੂਪ ਵਿੱਚ ਸੀਲ ਹੋਕੇ ਛੱਡਣ ਸੁਰੱਖਿਅਤ ਬਣਾਉਂਦੀ ਹੈ।.
ਉਚਿਤ ਸੀਲਿੰਗ ਪੈਰਾਮੀਟਰ ਸੈਟਿੰਗ
ਪਹਿਲਾ ਕਦਮ ਤੁਹਾਡੇ ਕੰਟੀਨੀਅਸ ਬੈਂડ ਸੀਲਰ ਨੂੰ ਕੈਲੀਬਰੇਟ ਕਰਨਾ ਹੈ। ਸਾਡੇ ਮਸ਼ੀਨਾਂ, ਜਿਵੇਂ FR-900 ਸੀਰੀਜ਼, ਖ਼ਾਲੀ ਤਾਂ ਬਾਹਰ ਮੌਜੂਦ ਲੋਹੇ ਵਾਲੇ ਹੀਟਿੰਗ ਅਤੇ ਕੁਲਿੰਗ ਬਲਾਕਾਂ ਦਾ ਉਪਯੋਗ ਕਰਦੀਆਂ ਹਨ। ਇਹ ਤਰਜ਼ ਨਾਲ ਤੇਜ਼ ਥਰਮਲ ਤਬਦੀਲੀ ਅਤੇ ਸਥਿਰਤਾ ਦੀ ਆਗਿਆ ਦਿੰਦਾ ਹੈ, ਜੋ ਜਦੋਂ ਤੁਸੀਂ ਕਿਸੇ ਖ਼ਾਸ ਲਈ ਕੋਸ਼ਿਸ਼ ਕਰ ਰਹੇ ਹੋ ਤਾਂ ਮਹੱਤਵਪੂਰਕ ਹੈ ਨ्यੂਨਤਮ ਸੀਲ ਤਾਕਤ. ਤੁਹਾਨੂੰ ਤਾਪਮਾਨ ਸੈਟਿੰਗ (0-300°C) ਨੂੰ ਕੰਵੇਅਰ ਗਤੀ (0-12m/min) ਦੇ ਬਰਾਬਰ ਬੈਲੈਂਸ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ।.
ਜੇ ਤਾਪਮਾਨ ਬਹੁਤ ਘੱਟ ਹੋਵੇ ਜਾਂ ਗਤੀ ਬਹੁਤ ਤੇਜ਼ ਹੋਵੇ, ਸੀਲਣ ਸਤਹ ਮੁੜ ਨਹੀਂ ਪਿਘਲੇਗੀ ਅਤੇ ਬੰਨਤ ਨਹੀਂ ਹੋਵੇਗੀ। ਇਸੇ ਤਰ੍ਹਾਂ, ਜ਼ਿਆਦਾ ਤਾਪਮਾਨ ਜਾਂ ਹੌਲੀ ਗਤਿਯਾਂ ਫਿਲਮ ਨੂੰ ਜਲਾਉਣ ਅਤੇ ਨਸ਼ਟ ਕਰ ਸਕਦੀਆਂ ਹਨ ਤਣਾਅ ਦੀ ਤਾਕਤ.
ਸਿਫਾਰਸ਼ ਕੀਤੇ ਗਏ ਪੈਰਾਮੀਟਰ ਰੇਂਜ:
| ਸਮੱਗਰੀ ਦੀ ਕਿਸਮ | ਫਿਲਮ ਦੀ ਮੋਟਾਈ | ਤਾਪਮਾਨ ਸੈਟਿੰਗ (°C) | ਕੰਵੇਅਰ ਗਤੀ | ਸੁਝਾਏ ਸਿਲ ਬਰੋੜ |
|---|---|---|---|---|
| PE / PP | 0.02 – 0.05mm | 110°C – 140°C | ਤੇਜ਼ (8-10 m/min) | 6mm – 10mm |
| ਲੈਮੀਨੇਟਸ / ਮਾਇਲਰ | 0.05 – 0.10mm | 150°C – 180°C | Medium (5-7 m/min) | 10mm |
| ਐਲੂਮੀਨਿਯਮ ਫੋਇਲ | > 0.10mm | 180°C – 220°C | Slow (3-5 m/min) | 10mm – 12mm |
نوٹ: ہمیشہ ایک ٹیسٹ رن انجام دیں۔ موٹے بیگز (0.80mm تک) زیادہ ڈویلز وقت کی ضرورت ہوتی ہے تاکہ گرمی سیلینٹ تہ تک پہنچ سکے۔.
صحیح پاؤچ پوزیشننگ اور ہینڈلنگ
حتی کہ کامل ترتیبات کے ساتھ بھی، خراب ہینڈلنگ سے نقصان ہوتا ہے ਸੀਲ ਦੀ ਅਖੰਡਤਾ. بیگ کو سیلنگ ماڈیول میں سیدھے اور ہٹ کے تتے داخل ہونا چاہئے۔ چونکہ ہمارے کنویئرز ماڈل کے مطابق 3kg سے 5kg کے بیچ لوڈز کی حمایت کرتے ہیں، آپ کو یہ یقینی بنانا ہوگا کہ مصنوعات کا وزن بیگ کو نیچے کھینچ نہ لے، جس سے سیل ایریا میں لَوز پیدا ہوتے ہیں۔.
- Guidance مطلوب کریں: فیڈ گائیڈ کو ایڈجسٹ کریں تاکہ پاؤچ سیدھے اندر داخل ہو۔.
- منہ کو ہموار کریں: سیل ایریا کو ٹیفلون بیلٹس پر hitt ہونے سے پہلے ہموار کریں۔ جھریاں ایسے راستے بناتی ہیں جہاں ہوا نکل سکتی ہے، جس سے ہرمِٹک سیل کمزور ہوتا ہے۔.
- وزن کی سپورٹ کریں: اگر پروڈکٹ بھاری ہو، کنویئر کی اونچائی ایڈجسٹ کریں تاکہ بیگ بیلٹ پر مکمل آرام سے بیٹھے اور سیل جبڑوں کو کھینچے بغیر رہے۔.
اپنے پورے پیکجنگ ورک فلو کو بہتر بنانے پر مزید معلومات کے لئے ہمارا پیکجنگ وسائل کا بلاگ عملی تجاویز کے لئے.
ਪੋਸਟ-ਸੀਲ ਇਨਸਪੈਕਸ਼ਨ ਅਤੇ ਗੁਣਵੱਤਾ ਚੈਕ
ਜਦੋਂ ਪੈਕਟ ਨੂੰ ਠੰਢਣ ਵਾਲੇ ਬਲੌਕ ਤੋਂ ਬਾਹਰ ਕੱਢਿਆ ਜਾਂਦਾ ਹੈ, ਤੁਰੰਤ ਜਾਂਚ ਲਾਜਮੀ ਹੈ। ਮੈਂ ਹਮੇਸ਼ਾਂ ਪਹਿਲਾਂ ਦਿੱਖ ਰਾਹੀਂ ਸੰਕੇਤ ਲੱਭਦਾ ਹਾਂ। ਇਕ ਸਹੀ Seal ਸਾਫ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ (ਪਾਰਦਰਸ਼ੀ ਫਿਲਮਾਂ ਲਈ) ਜਾਂ Seal ਚੱਕਰ ਦੇ ਨਾਲ ਸਮਾਨ ਬਣੀ ਢੰਗ ਨਾਲ ਕਸੀ ਹੋਈ ਹੁੰਦੀ ਹੈ। ਜੇ ਤੁਸੀਂ ਮਿਤੀ ਪ੍ਰਿੰਟ ਕਰਨ ਲਈ ਉਥਪਾਧਨ ਵਿਸ਼ੇਸ਼ਤਾ ਵਰਤ ਰਹੇ ਹੋ, ਟੈਕਸਟ ਦੀ ਸਪਸ਼ਟਤਾ ਦਬਾਅ ਯਥਾਰਥ ਕੀ ਸਹੀ ਪ੍ਰਯੋਗ ਦੀ ਚਿੰਨ੍ਹ ਹੈ।.
ਤੀਜ਼ ਗੁਣਵੱਤਾ ਜਾਂਚ:
- ਦਿੱਖ-ਜਾਂਚ: ਬਬਲ, ਜਲਣ ਜਾਂ ਮੁੜਾਵਟ ਖੋਜੋ। ਸਾਫ਼ ਪਲਾਸਟਿਕ 'ਤੇ ਇੱਕ ਦੁੱਧੀਲੇ ਜਾਂ ਅੰਧਕਾਰ ਸੇਲ ਆਮ ਤੌਰ 'ਤੇ ਚਾਪ ਘੱਟ ਹੋਣ ਦੀ ਸੂਚਨਾ ਦਿੰਦੀ ਹੈ।.
- ਟੱਗ ਟੈਸਟ: ਸੀਲ ਖੇਤਰ ਨੂੰ ਹੱਥ ਨਾਲ ਖਿੱਚੋ। ਪਦਾਰਥ ਨੂੰ ਖਿੱਚਣਾ ਚਾਹੀਦਾ ਹੈ ਜਾਂ ਦਰਾਰ ਪੈਣ ਤੋਂ ਪਹਿਲਾਂ ਸੀਲ ਖੁੱਲ ਜਾਵੇ। ਇਹ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ ਕਿ ਉਚਿਤ ਦਬਾਅ ਲਾਗੂ ਹੋ ਰਿਹਾ ਹੈ ਤਣਾਅ ਦੀ ਤਾਕਤ.
- ਬਰਸਟ ਚੈਕ: ਹਵਾਯੀ-ਭਰੇ ਪੈਕੇਜ ਲਈ, ਪੈਕੇਜ ਨੂੰ ਦਬਾਓ। ਜੇ ਸੀਲ 'ਤੇ ਪੌਪ ਹੋ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਤੁਸੀਂ ਸੰਭਵ ਤੌਰ 'ਤੇ ਸੀਲ ਚੌੜਾਈ 12mm ਤੱਕ ਵਧਾਉਣ ਜਾਂ ਥੋੜਾ ਜਿਆਦਾ ਤਾਪਮਾਨ ਵਰਤਣ ਦੀ ਲੋੜ ਹੋਵੇਗੀ।.
ਤੁਸੀਂ ਆਪਣੇ ਟੇਫਲਾਨ ਬੇਲਟਾਂ ਦੀ ਹਾਲਤ ਕੁਸ਼ਲਾਈ ਨਾਲ ਨਿਯਮਤ ਤੌਰ 'ਤੇ ਜਾਂਚ ਕਰਨਾ ਵੀ ਮਿਹਤਵਪੂਰਕ ਹੈ; ਘਿਸੇ ਹੋਏ ਬੇਲਟ ਸੇਲ ਵਿੱਚ ਅਸਮਾਨ ਤਾਪ ਪਰਿਵਰਤਨ ਦੇ ਨਾਲ ਕਮਜ਼ੋਰ ਛਿਡਕਾਂ ਲਿਆਉਂਦੇ ਹਨ।.
ਸਾਧਨ-ਸਮੱਸਿਆਵਾਂ ਦੀ ਨਿਪਟਾਨੀ
ਭਾਵੇਂ FR-900 ਸੀਰੀਜ਼ ਵਰਗੀਆਂ ਉਦਯੋਗਿਕ-ਗੁਣਵੱਤਾ ਵਾਲੀ ਮਸ਼ੀਨਾਂ ਨਾਲ ਹੀ, ਚਾਲਕਾਂ ਨੂੰ ਕਦੇ ਕਦੇ ਰੁਕਾਵਟਾਂ ਦਾ ਸਾਹਮਣਾ ਕਰਨਾ ਪੈਂਦਾ ਹੈ। ਤਾਪ, ਰਫਤਾਰ ਅਤੇ ਦਬਾਅ ਦੇ ਵਿਚਕਾਰ ਪ੍ਰੂਫ਼ੀ BALANCE ਹਾਸਿਲ ਕਰਨਾ ਇੱਕ ਕਲਾ ਹੈ। ਜਦੋਂ ਤੁਹਾਡੀ ਪੈਕAGING ਲਾਈਨ ਦਿੱਕਤ 'ਚ ਫਸ ਜਾਵੇ, ਰੂਟ ਕਾਰਨ ਦੀ ਚਲਦੀ ਤਲਾਸੀ ਤੁਰੰਤ ਸਮਾਂ ਬਚਾਉਂਦੀ ਹੈ ਅਤੇ ਸਮੱਗਰੀ ਬਰਬਾਦੀ ਘਟਾਉਂਦੀ ਹੈ। ਇੱਥੇ ਅਸੀਂ ਸਭ ਤੋਂ ਵਧੇਰੀ ਸਮੱਸਿਆਵਾਂ ਦੇ ਰੂੜੀ ਤਰੀਕੇ ਨਾਲ ਹੱਲ ਲੱਭਦੇ ਹਾਂ ਤਾਂ ਜੋ ਉੱਚੀ ਗੁਣਵੱਤਾ ਬਣੀ ਰਹੇ ਸੀਲ ਦੀ ਅਖੰਡਤਾ.
ਕਮਜ਼ੋਰ ਜਾਂ ਅਸਥਿਰ ਸੀਲ ਤਾਕਤ
ਜੇ ਤੁਹਾਡਾ ਪੈਕੇਜ ਥੋੜੀ ਕਿਸੇ ਹੋਰ ਤਕੜੀ ਦਬਾਅ ਦੇ ਨਾਲ ਖੁਲਦਾ ਜਾਵੇ, ਤ federation ਤੁਸੀਂ ਲੋੜੀ ਗਈ ਤਾਕਤ ਪ੍ਰਾਪਤ ਨਹੀਂ ਕੀਤੀ ਹੈ ਨ्यੂਨਤਮ ਸੀਲ ਤਾਕਤ. ਇਹ ਆਮ ਤੌਰ 'ਤੇ ਘੱਟ ਉਰਜਾ ਪ੍ਰਵਾਹ ਜਾਂ ਅਧੂਰੀ ਡਹਲ ਸਮੇਂ ਕਰਣ ਵਿੱਚੇੋਂ ਹੁੰਦਾ ਹੈ। ਲਗਾਤਾਰ ਬੈਂਡ ਸੀਲਰਾਂ 'ਤੇ, ਜੇ ਕੰਵੇਯਰ ਗਤੀ ਬਹੁਤ ਤੇਜ਼ ਰੱਖੀ ਗਈ ਹੋ (12 m/min ਮੈਕਸ ਦੇ ਨੇੜੇ), ਪੈਕਟ ਉੱਤੋਂ ਲਗਭਗ ਇਸ ਤਾਪਮਾਨ ਵਿੱਚ ਲਯਕ ਨਹੀਂ ਹੁੰਦਾ ਕਿ ਮੋਲਿਕਿਊਲਰ ਪਰਤਾਂ ਨੂੰ ਜੋੜੇ।.
- ਤਾਪਮਾਨ ਚੈਕ ਕਰੋ: ਪੱਕੀ ਕਰੰਸੀ ਨਾਲ ਆਪਣੀ ਸੇਟਿੰਗ ਨੰੂ ਮਾਲਵੇਰੀ ਚੌੜਾਈ ਚੇਤੇ ਮਿਲਦੀ ਹੋਵੇ। ਮੋਟੇ ਲਿਮਚੇਜ਼ ਵਾਲੀਆਂ ਚਾਦਰਾਂ ਲਈ ਤਾਪਮਾਨ 300°C ਸਰਹੱਦ ਦੇ ਨੇੜੇ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਜਦਕਿ ਪਤਲੀ PE ਲਈ ਘੱਟ ਜਰੂਰੀ ਤੌਰ 'ਤੇ ਹੋਵੇਗਾ।.
- ਤਾਪ ਚੁੱਕਣ ਵਾਲੀ ਬਲਾਕ ਦੀ ਜਾਂਚ ਕਰੋ: ਸਾਡੀਆਂ ਮਸ਼ੀਨਾਂ ਸਫ਼ਾ ਸਿਕੱਤੀ ਲਈ ਖੜੀ ਲੋਹੇ ਦੀਆਂ ਬਲੌਕਾਂ ਦਿੰਦੇ ਹਨ, ਪਰ ਜੇ ਉਹ ਸਾਫ ਨਹੀਂ ਜਾਂ ਗ਼ਲਤ ਸੀਟ ਹੋਏ ਹਨ, ਤਾਪ ਪਰ transporting ਘਟ ਜਾਂਦਾ ਹੈ।.
- ਖਰਾਬੀਆਂ ਨੂੰ ਬਦਲੋ Consumables: ਇੱਕ ਪੁਰਾਣਾ ਜਾਂ ਸੇਕਾਇਆ ਹੋਇਆ ਟੇਫਲਾਨ ਬੈਲਟ ਜੇ ਅਣਚਾਹੇ ਇਨਸੂਲੇਟਰ ਵਜੋਂ ਕੰਮ ਕਰਦਾ ਹੈ. ਇਨ੍ਹਾਂ ਬੈਲਟਾਂ ਨੂੰ ਨਿਯਮਤ ਤੌਰ 'ਤੇ ਬਦਲਣਾ ਸੁਨਿਸ਼ਚਿਤ ਕਰਦਾ ਹੈ ਕਿ ਗਰਮੀ ਵਾਸਤਵ ਵਿੱਚ ਬੈਗ ਤੱਕ ਪਹੁੰਚਦੀ ਹੈ.
ਸਮੱਗਰੀ ਪਿਘਲਣ, ਜਲਣਾ ਜਾਂ ਮੁੜੀ ਹੋਣਾ
ਜ਼ਿਆਦਾ-seal ਕਰਨਾ ਥੋੜ੍ਹੇ ਜਿਹਾ seal ਕਰਣ ਨਾਲ ਵੀ ਸਮੱਸਿਆਵਾਂ ਵਾਲਾ ਹੈ. ਜੇ ਤੁਸੀਂ ਪਲਾਸਟਿਕ ਨੂੰ ਮੁੜਦਾ, ਸੁੱਕਦਾ ਜਾਂ ਸੂਕਦਾ ਵੇਖਦੇ ਹੋ, ਤੱਤ ਦੀ ਸੁਰੱਖਿਆ ਬਹੁਤ ਉੱਚੀ ਹੁੰਦੀ ਹੈ. ਮੁੜੀ ਹੋਣਾ ਅਕਸਰ ਤਦ ਘਟਦਾ ਹੈ ਜਦੋਂ ਠੰਡੀ ਹੋਣ ਵਾਲਾ ਦੌਰ ਕਾਫ਼ੀ ਨਹੀਂ ਹੁੰਦਾ ਜਾਂ ਦਬਾਅ ਚੱਕਰ ਕਲੰਪ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਫਿਲਮ ਨੂੰ ਤਾਣ ਲੈਂਦਾ ਹੈ.
- ਤਾਪ ਘਟਾਓ: ਗਰਮੀ ਨੂੰ ਨੰੂ ਛੋਟੇ-ਛੋਟੇ ਇੰਕਰੀਮੈਂਟਾਂ ਵਿੱਚ ਵਾਪਸ ਘਟਾਓ.
- ਦਬਾਅ ਦਿਓ ਨੇੜੇ: ਐਮਬਾਸਿੰਗ ਜਾਂ ਦਬਾਅ ਚੱਕਰ ਤੋਂ ਜ਼ਿਆਦਾ ਤਾਕਤ ਸੇਲ ਐਰੀਆ ਤੋਂ ਨਮੀਲੇ ਪਲਾਸਟਿਕ ਨਿਕਲ ਸਕਦੀ ਹੈ, ਸਮੱਗਰੀ ਨੂੰ ਪਤਲਾ ਕਰ ਦਿੰਦੀ ਹੈ ਅਤੇ ਬਾਢੀ ਨੂੰ ਖਰਾਬ ਕਰ ਦਿੰਦੀ ਹੈ.
- ਸਮੱਗਰੀ ਸੰਗਤਤਾ: ਜੋ ਤੁਸੀਂ ਸੀਲ ਕਰ ਰਹੇ ਹੋ ਉਸਦਾ ਧਿਆਨ ਰੱਖੋ. ਜਦੋਂ ਤੁਹਾਨੂੰ ਚੰਗੀ ਗਰਮੀ ਦੀ ਲੋੜ ਹੋਵੇ ਖਾਣ ਲਈ ਸਾਫ਼-ਸੁਥਰਾ ਐਲੂਮਿਨਿਅਮ ਫੌਇਲ ਚੁਣਦੇ ਸਮੇਂ ਪੈਕਜਿੰਗ, ਉਹੀ ਸੈਟਿੰਗ ਤੁਰੰਤ ਸਧਾਰਣ ਪੁਲੇਥੀਨ ਨੂੰ ਗਲਾ ਦੇਂਦਾ ਹੈ.
ਲੀਕਾਂ ਅਤੇ ਚੈਨਲ ਦੌਰਾਨ ਦੋਹਾਂ ਦੀ ਪਛਾਣ
ਚੈਨਲ ਦੀਆਂ ਖ਼ਾਮੀਆਂ—ਸੀਲ ਵਿੱਚ ਛੋਟੇ ਗੁੁੱਲ ਜਿੱਥੇ ਫਿਲਮ ਚੀਨੇ ਨਹੀਂ ਸੀਲ ਹੋਈ—ਵਾਂਦੇ ਦੁਸ਼ਮਣ ਹਨ پاؤچ پائیداری ਅਤੇ ਸ਼ੇਲ੍ਹ ਦੀ ਮਿਆਦ. ਇਹ ਅਕਸਰ ਉਦੋਂ ਹੁੰਦਾ ਹੈ ਜਦੋਂ ਬੈਗ ਮਸ਼ੀਨ ਵਿੱਚ ਸਿੱਧਾ ਨਹੀਂ ਪੈਦਾ ਜਾਂ ਜਦੋਂ ਉਤਪਾਦ ਧੂੜ (ਜੈਸਾ ਕਿ ਆਟਾ ਜਾਂ ਮਸਾਲੇ) ਸੀਲ ਖੇਤਰ ਵਿੱਚ ਪਰਾਪਤ ਹੋ ਜਾਂਦਾ ਹੈ.
ਇਨ੍ਹਾਂ ਨੂੰ ਫੜਨ ਲਈ, ਇਕ ਛੋਟਾ ਬਰਸਟ ਟੈਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਜਾਂ ਪਾਣੀ ਡੁੱਬਕਾਈ ਜਾਂਚ ਕਰੋ ਤਾਕਿ ਬਬਲ ਵੇਖੀ ਜਾ ਸਕਣ. ਜੇ ਲੀਕ ਜਾਰੀ ਰਹਿੰਦੇ ਹਨ:
- ਸੀਲ ਚੌੜਾ ਕਰੋ: 6mm ਤੋਂ 10mm ਜਾਂ 12mm ਸੀਲ ਚੌੜਾਈ ਵਿੱਚ ਬਦਲਣਾ ਛੋਟੇ ਗੈਪ ਦੇ ਭਰਪੂਰ ਸਮਤਲ ਪੱਖ ਨੂੰ ਵਧਾਉਂਦਾ ਹੈ.
- ਕਰਨਸੀਲ ਨੂੰ ਸਥਾਪਤ ਕਰੋ: ਯਕੀਨੀ ਬਣਾਓ ਕਿ ਕੰਵੇਅਰ ਦੀ ਉਚਾਈ ਅਤੇ ਕੋਣਾ ਬੈਗ ਨੂੰ ਸਲੀੰਗ ਗਾਈਡ ਵਿੱਚ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸਮਤਲ ਵਿੱਚ ਦਾਖਿਲ ਹੋਵੇ ਤਾਂ ਜੋ ਉਹ ਸਿੱਲੇ ਜ਼ੋੜੇ ਨਹੀਂ ਬਣਨਦੇ, ਜਿਹੜੇ ਲੀਕਾਂ ਵਿੱਚ ਤਬਦੀਲ ਹੋ ਸਕਦੇ ਹਨ।.