

















Entendendo a Força de Selação e a Largura da Sela
O que é Força de Selação em Embalagens?
Resistência da vedação é a força mecânica necessária para separar as camadas ligadas de uma embalagem. Serve como o principal indicativo de quão bem uma máquina de embalagem fundiu materiais termoplásticos—como PE, PP, ou Mylar—juntos. No contexto de operações industriais, essa métrica define a capacidade da embalagem de suportar tensões externas durante o envio, manuseio e armazenamento.
Para operadores que utilizam Seladoras de Banda Contínua, a força de selagem não diz respeito apenas à adesão; é o resultado de uma transferência térmica precisa. A ligação é formada quando o material atinge seu ponto de fusão específico, flui junto e então se solidifica sob pressão. A selagem de alta qualidade depende do resistência à tração do vínculo exceder o esforço aplicado pelo peso do produto, que pode variar desde itens de varejo leves até cargas industriais pesadas de 5 kg.
A Relação entre a Largura da Sela e a Integridade da Junta
A largura da sela é uma variável crítica na determinação da confiabilidade geral da embalagem. Embora uma sela mais ampla geralmente ofereça uma barreira maior contra vazamentos, a integridade da junta depende fortemente da consistência da aplicação de calor ao longo dessa largura. Nossa máquina utiliza blocos de aquecimento de cobre puro para garantir a distribuição uniforme de temperatura, evitando pontos fracos independentemente da largura escolhida.
- Selares de 6 mm: Mais indicadas para filmes leves (0,02–0,05 mm) e embalagens de varejo pequenas, onde minimizar o uso de material e manter uma estética elegante são prioridades.
- Selares de 10 mm: O padrão da indústria para Seladoras de Banda Contínua. Esta largura oferece um equilíbrio robusto de força e aparência limpa, adequado para a maioria de aplicações de médio porte (1 kg–3 kg).
- ,12mm vedas: Projetadas para requisitos de uso pesado, líquidos ou pós. A área de superfície adicional aumenta a resistência a estouro e reduz significativamente o risco de vias de contaminação ou “vazamentos de canal” na área da vedação.
Por que Vedar Adequadamente é Crítico para a Segurança do Produto
Uma vedação segura é a primeira linha de defesa contra degradação ambiental e contaminação. Para produtos que requerem vida útil estendida, como itens alimentares em papel alumínio bolsas compostas, integridade da vedação não é negociável. Uma vedação comprometida permite a entrada de umidade, oxigênio e bactérias, levando a deterioração rápida ou falha do produto.
Além da preservação, vedação adequada garante evidência de violação e contenção física. Em produção de alto volume, utilizar uma máquina com regulação de temperatura estável (0-300°C) e pressão ajustável garante que cada embalagem saia da linha hermeticamente vedada. Essa consistência protege a reputação da marca, evitando vazamentos e assegurando que o consumidor final receba o produto exatamente como pretendido.
Fatores-chave que Afetam a Força e a Qualidade da Vedação

Alcançar uma embalagem confiável não se resume a apertar um botão; requer equilibrar várias variáveis técnicas. Quer você opere uma linha de produção de alto volume ou uma operação de pequeno lote, entender a mecânica por trás da vedação é essencial para evitar perdas de produto. Projetamos nossas máquinas para dar aos operadores controle total sobre esses fatores críticos para garantir consistência integridade da vedação.
Temperatura de Vedação e Tempo de Dwell
A relação entre calor e tempo é a base de qualquer processo de vedação térmica. Se a temperatura estiver muito baixa, o material não atinge seu ponto de fusão, resultando em uma vedação fraca de adesão que falha sob estresse. Se estiver muito alta, o filme se degrada, tornando-se quebradiço ou queimado.
- Faixa de Temperatura: Nossas seladoras de banda contínua oferecem uma faixa ajustável de 0-300°C (392°F). Essa ampla faixa permite ajuste preciso dependendo do ponto de fusão do material.
- Consistência Térmica: Nós utilizamos blocos de aquecimento de cobre puro em nossa série FR-900. O cobre oferece condutividade térmica superior em comparação ao aço padrão, garantindo que a temperatura permaneça estável mesmo durante operação rápida e contínua.
- Tempo de Estadia: Isso é determinado pela velocidade da esteira, que é ajustável a partir de 0-12m/min. Uma velocidade mais lenta aumenta o tempo de estadia, permitindo que mais energia térmica seja transferida para filmes mais espessos (até 0,80 mm), enquanto velocidades mais rápidas aumentam a vazão para materiais mais finos.
Pressão de Vedação e Distribuição de Força
O calor derrete o material, mas é a pressão que funde as camadas. Sem força adequada, mesmo o plástico fundido não formará uma ligação coesa. Em nossos seladores de banda contínua, a roda de pressão desempenha um papel vital na compressão do filme aquecido à medida que passa pelos blocos de resfriamento.
- Uniformidade: Pressão constante em toda a largura de vedação (padronizada em 6 mm, 10 mm ou 12 mm) evita bolsões de ar e pontos fracos.
- Ajuste: A pressão deve ser calibrada de acordo com a espessura do saco. Sacos compostos mais grossos exigem maior compressão para garantir que as camadas internas do selante se fundam completamente, impactando diretamente o resistência à tração do pacote.
Seleção de Materiais e Propriedades de Barreira
Diferentes materiais de embalagem reagem de forma distinta ao calor e à pressão. Uma configuração que funciona para Polietileno simples (PE) provavelmente falhará em um laminado multicamadas. Compreender as propriedades térmicas específicas do seu material é fundamental para configurar a máquina corretamente.
- Filmes Plásticos (PE/PP): Estes geralmente exigem temperaturas mais baixas e velocidades mais rápidas.
- Laminados e Folha: Materiais como papel alumínio a granel ou Mylar atuam como dissipadores de calor. Eles exigem configurações de temperatura mais altas e velocidades de esteira mais lentas para conduzir o calor através da camada metálica até a interface do selante.
- Espessura: Nossas máquinas lidam com filmes de 0,02 mm a 0,80 mm. Conforme a espessura aumenta, a resistência à transferência de calor aumenta, exigindo ajustes para manter defesa mínima de vedação.
Condiciones ambientais e Contaminação
Mesmo com configurações perfeitas da máquina, fatores externos podem comprometer a vedação. Em ambientes industriais, a limpeza da área de vedação muitas vezes é negligenciada, mas é crítica.
- Contaminação: Poeira, pó, graxa ou líquido na área de vedação atua como barreira, impedindo que as camadas plásticas se fundam. Esta é uma causa comum de vazamentos de canal.
- Desgaste de Componentes: Gastado Cintas de teflon podem levar a aquecimento desigual ou a problemas de transferência de textura. Inspeção regular das bandas de vedação garante que o desgaste ambiental não degrade a qualidade do output final.
Padrões da Indústria para Teste de Força de Vedação
No mundo de embalagens, adivinhar não é opção. Contamos com padrões estabelecidos para garantir que as vedações produzidas por nossas máquinas—seja uma seladora de banda contínua ou uma unidade de vácuo—possam suportar os rigores da cadeia de suprimentos real. Seguir esses protocolos ASTM garante integridade da vedação e protege a reputação da sua marca.
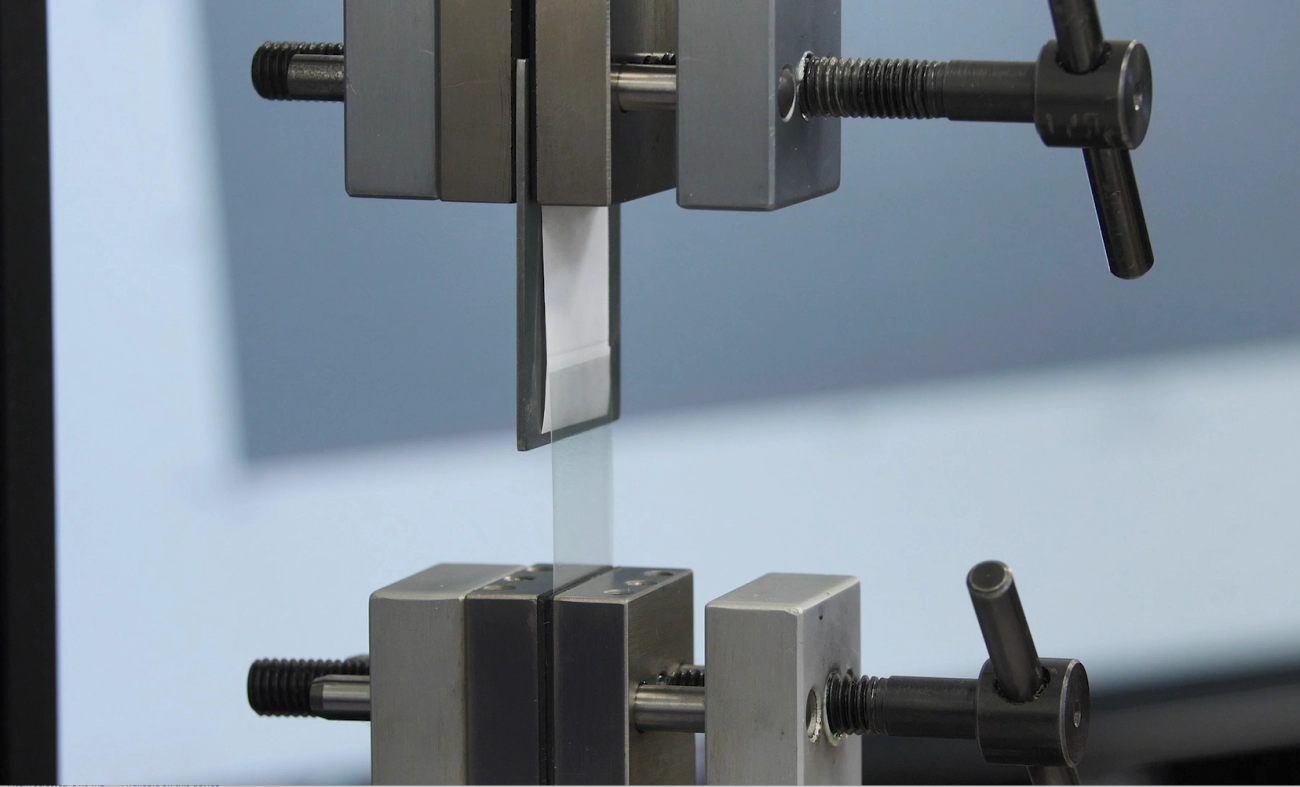
ASTM F88: Método de Teste Padrão para Força de Vedação
Este é o referência da indústria para medir a resistência à tração força de vedação. O ASTM F88 envolve cortar uma tira de uma polegada do material vedado e puxá-la até que as camadas se separem, a uma velocidade controlada, para medir a força necessária para separar as camadas.
- Técnica: O método de retenção da cauda (Técnica A, B ou C) determina como o material é apoiado durante a tração.
- Relevância: Converte-nos se as configurações de calor, pressão e tempo de dwell da seladora foram suficientes para o material específico utilizado.
Para empresas que utilizam o material de PE para embalagens de alimentos, a passagem no teste ASTM F88 confirma que a ligação química é forte o suficiente para evitar abertura acidental, mantendo-se funcional para o usuário final.
ASTM F1140 e F2054: Métodos de Teste de Burst
Enquanto os ensaios de tração analisam uma seção específica da vedação, teste de explosão avalia a capacidade de todo o pacote de resistir à pressão interna.
- ASTM F1140: Este é um teste desrestrito onde o pacote é inflado até falhar. Identifica o ponto mais fraco na vedação ou no material.
- ASTM F2054: Este utiliza placas de contenção para limitar a expansão do pacote, forçando a tensão diretamente ao redor do perímetro da vedação.
Esses testes são cruciais para determinar o defesa mínima de vedação necessário para evitar estouros durante mudanças de altitude ou compressão física no transporte.
ASTM F2824: Ensaios Mecânicos para Tampas Desprendíveis
Para recipientes rígidos selados com tampas flexíveis, a ASTM F2824 mede a força mecânica necessária para separar a tampa do bandeja. Este padrão foca no equilíbrio entre um fechamento seguro e a conveniência para o consumidor. É particularmente importante quando entender o papel do papel alumínio na embalagem, pois tampas de folha de alumínio devem fornecer uma barreira hermética sem ser impossível de abrir. Usamos esses dados para ajustar finamente as configurações de temperatura, assegurando que a camada adesiva ative corretamente sem super-fusão.
Como Medir e Calcular a Força da Vedação

Para garantir que nossos seladores industriais, como a série FR-900, entreguem o integridade da vedação necessário para transporte seguro, não podemos apenas adivinhar. Precisamos de dados concretos. Medir a força da vedação envolve métodos específicos de preparação e cálculo para determinar se a ligação atende ao necessário defesa mínima de vedação para sua aplicação específica.
Preparação de Amostra de Teste e Técnicas (A, B e C)
Obter dados precisos começa com a forma como você corta a amostra. Sempre recomendo cortar uma faixa uniforme perpendicular à emenda, normalmente 1 polegada (25,4 mm) ou 15 mm de largura, dependendo do padrão que você está seguindo. As bordas devem estar limpas e livres de entalhes para evitar rasgos prematuros.
Ao realizar o teste de tração (tipicamente usando uma máquina de ensaio universal), existem três técnicas padrão usadas para segurar a amostra:
- Técnica A (Não Suportada): A amostra fica pendurada livre entre as mandíbulas. Este é o método mais comum, mas pode ser influenciado pela rigidez do material.
- Técnica B (Suportada a 90°): A cauda da amostra é suportada à mão ou por um acessório em um ângulo de 90 graus. Isso reduz o impacto do ângulo de peeling no resultado.
- Técnica C (Suportada a 180°): A amostra é apoiada por uma placa de alinhamento rígida. Este é o teste mais agressivo para resistência à tração e minimiza a variável da flexibilidade da sacola.
Cálculo da Resistência Máxima vs. Média da Emenda
Quando realizamos esses testes, o equipamento gera uma curva força-desenvolvimento. É crucial distinguir entre duas métricas-chave:
- Resistência Máxima (Pico) da Emenda: Este é o maior esforço registrado logo before a emenda começa a se separar ou o material quebra. Este número é crítico para entender teste de explosão limites—quanto de pressão repentina a embalagem pode suportar.
- Resistência Média da Emenda: Isso calcula a força média necessária para descolar a emenda ao longo de uma distância específica. Muitas vezes é um melhor indicativo de consistência, especialmente para emendas destacáveis onde uma experiência de abertura suave é exigida.
Para aplicações pesadas usando nossas larguras de emenda de 10 mm ou 12 mm, geralmente priorizamos a Resistência de Pico para garantir que a embalagem permaneça fechada sob tensão.
Interpretando Modos de Falha e Resultados de Teste
O número na tela é apenas metade da história; como o selo falha me diz exatamente o que precisa ser ajustado na máquina.
- Falha de Adesão (Descascamento): O selo se separa limpo entre as duas camadas. Se a força for muito baixa, eu normalmente aumento a temperatura nos blocos de aquecimento de cobre puro ou aumento a tensão da roda de pressão.
- Falha Cohesiva: O selo se separa, mas deixa resíduo de material em ambos os lados. Isso indica uma ligação forte, frequentemente vista em sustentabilidade de embalagem materiais focalizados onde a camada selante se divide internamente.
- Ruptura de Material (Desfazer/rasgo): O material rasga fora da área de contato do selo. Este é o resultado ideal para aplicações não descoláveis. Significa que o selo é mais resistente que o próprio filme.
- Alongamento: O material se estica significativamente antes de quebrar. Isso é comum com filmes de PE e requer verificar a velocidade da esteira para garantir que não estamos superaquecendo e afinando o plástico durante o processo de selagem.
Equipamento e Tecnologia de Selagem Comuns

Selecionar a maquinaria certa é a base do nosso Guia de Resistência da Largura do Selo. A tecnologia que você utiliza dita diretamente se você pode alcançar de forma consistente essa largura de selo crítica de 10 mm ou 12 mm necessária para aplicações industriais. Classificamos os equipamentos com base nos métodos de aquecimento e nos níveis de automação, cada um servindo a um papel específico na manutenção de integridade da vedação.
Seladores por Impulso e de Calor Contínuo
Para operações de baixo volume ou mesa, frequentemente consideramos seladores por impulso. Estas unidades aplicam calor apenas quando as mandíbulas estão fechadas, tornando-as energicamente eficientes e mais seguras para uso manual. São excelentes para aplicações básicas sacos selantes feito de polietileno (PE) ou polipropileno (PP) onde uma linha de selo mais fina (tipicamente de 2 mm a 5 mm) é suficiente para itens leves.
Em contraste, os seladores de calor contínuo mantêm uma temperatura definida de forma constante. Esta tecnologia é vital para materiais mais espessos como Mylar ou laminados de folha que exigem energia térmica mais alta e estável para ligar. Nossos setups industriais utilizam este método de calor constante para garantir que o selo não falhe sob estresse.
- Impulso: Melhor para filmes finos (0,02 mm-0,05 mm) e trabalho intermitente.
- Aquecimento constante: Necessário para laminados espessos e produção de alta velocidade.
Sistemas automáticos de faixa e vedagem a vácuo
Quando avançamos para embalagens de alto volume, sistemas automáticos de faixa e vedagem a vácuo tornam-se o padrão. Nossos seladores de faixa contínua da série FR-900 são projetados para lidar com essa carga de trabalho, oferecendo velocidades ajustáveis de 0-12 m/min. Diferentemente das opções manuais, estas máquinas utilizam blocos de aquecimento e resfriamento de cobre puro. Isso possibilita uma regulação de temperatura rápida e estável de até 300°C, assegurando que selagens largas (10 mm ou 12 mm) sejam unidas de forma uniforme sem pontos frios.
Estes sistemas são versáteis o suficiente para lidar com vários tipos de filmes de conservação de alimentos, incluindo sacos compostos e alumínio. O mecanismo de esteira suporta cargas de até 5 kg, significando que a máquina suporta o peso enquanto as faixas de vedação aplicam a pressão e o calor necessários.
Principais características dos seladores de faixa:
- Largura de vedação: Padronizada em 6 mm, 10 mm e 12 mm para necessidades de força variáveis.
- Versatilidade de Materiais: Trata PE, PP e folha de alumínio.
- Funções integradas: Vedação simultânea, estampagem e transporte.
Dispositivos de teste e Testadores de resistência à tração
Para garantir que nossa maquinaria está entregando o desempenho prometido, contamos com equipamentos de teste precisos. Resistência à tração os testadores puxam a área selada para apartá-la e medir a força exata necessária para romper a ligação. Esses dados confirmam se a largura da vedação é suficiente para a carga prevista da embalagem.
Nós também utilizamos fixtures para teste de explosão, o que pressuriza o saco até a falha. Isso nos ajuda a identificar se o lacre é o ponto mais fraco ou se o material em si falha primeiro. Testes regulares garantem que parâmetros como temperatura (0-300°C) e pressão estejam calibrados corretamente na máquina para prevenir lacres fracos ou “super-lacração” onde o material fica mais fino.
Guia passo a passo para alcançar um lacre seguro

Para extrair o máximo de suas máquinas de embalagem industrial, você precisa de um processo repetível. Alcançar um padrão consistente Guia de Resistência da Largura do Selo não se trata apenas de ligar a máquina; trata-se de ajustar a “Trindade do Lacre” — temperatura, pressão e velocidade — para corresponder ao seu material específico. Quer você esteja operando uma linha de alto volume ou um lote pequeno, seguir estes passos garante que cada embalagem saia da esteira completamente presa.
Definindo parâmetros de lacre ideais
O primeiro passo é calibrar seu selador de banda contínua. Nossas máquinas, como a série FR-900, utilizam blocos de aquecimento e resfriamento de cobre puro. Isso permite transferência térmica rápida e estabilidade, o que é crucial quando você almeja uma determinada defesa mínima de vedação. Você precisa equilibrar a configuração de temperatura (0-300°C) com a velocidade da esteira (0-12 m/min).
Se a temperatura estiver muito baixa ou a velocidade for muito rápida, a camada de selante não derreterá o suficiente para unir. Por outro lado, calor excessivo ou velocidades lentas podem queimar o filme e degradar resistência à tração.
Faixas de parâmetros recomendadas:
| Tipo de Material | Espessura do Filme | Configuração de temperatura (°C) | Velocidade da esteira | Largura de lacre recomendada |
|---|---|---|---|---|
| PE / PP | 0.02 – 0.05 mm | 110°C – 140°C | Rápido (8-10 m/min) | 6 mm – 10 mm |
| Laminados / Mylar | 0.05 – 0.10 mm | 150°C – 180°C | Médio (5-7 m/min) | 10mm |
| Fólie de Alumínio | > 0,10mm | 180°C – 220°C | Lento (3-5 m/min) | 10mm – 12mm |
Observação: Sempre realize um teste. Sacos mais espessos (até 0,80mm) requerem tempos de dwell maiores para garantir que o calor penetre até a camada selante.
Posicionamento e Manuseio Adequados do Pouch
Mesmo com configurações perfeitas, o manuseio inadequado estraga integridade da vedação. O saco deve entrar no módulo de selagem plano e paralelo aos blocos de aquecimento. Como nossos transportadores suportam cargas entre 3 kg e 5 kg, dependendo do modelo, você deve garantir que o peso do produto não arraste o saco para baixo, o que causa enrugamento na área de vedação.
- Alinhe o Guia: Ajuste o guia de alimentação para que o pouch entre reto.
- Aplane a Boca: Alise a área de vedação antes de chegar às correias de Teflon. Rugas criam canais por onde o ar pode escapar, comprometendo a vedação hermética.
- Apoie o Peso: Se o produto for pesado, ajuste a altura da esteira para que o saco descansar totalmente na correia sem puxar as mandíbulas de vedação.
Para mais insights sobre a otimização de todo o seu fluxo de embalagem, confira o nosso blog de recursos de embalagem para dicas operacionais.
Inspeção Pós-Folha e Garantia de Qualidade
Assim que o saco sai do bloco de resfriamento, é necessária uma inspeção imediata. Eu sempre procuro por pistas visuais primeiro. Uma vedação adequada deve ser clara (para filmes transparentes) ou ter uma textura distinta, uniforme, gravada pela roleta de vedação. Se você estiver usando o recurso de estampagem para imprimir datas, a clareza do texto é um bom indicativo da aplicação correta de pressão.
Verificações Rápidas de Qualidade:
- Verificação Visual: Procure bolhas, queimaduras ou pregas. Uma vedação leitosa ou turva em plástico transparente costuma indicar que a temperatura está muito baixa.
- O Teste de Tração: Puxe a área da vedação manualmente. O material deve alongar-se ou romper antes que a própria vedação se solte. Isso confirma a pressão adequada resistência à tração.
- Verificação de Ruptura: Para sacos cheios de ar, aperte o pacote. Se ele estoura na vedação, é provável que seja necessário aumentar a largura da vedação para 12 mm ou elevar a temperatura um pouco.
Verificar regularmente a condição de suas correias de Teflon também é vital; correias gastas levam a transferência de calor desigual e pontos fracos na vedação.
Solucionando Problemas Comuns de Vedação
Mesmo com máquinas de nível industrial como nossa série FR-900, os operadores ocasionalmente enfrentam dificuldades. Alcançar o equilíbrio perfeito entre calor, velocidade e pressão é uma arte. Quando sua linha de embalagem encontra um entrave, diagnosticar rapidamente a causa raiz economiza tempo e reduz o desperdício de material. Aqui está como discutimos os problemas mais frequentes para manter alta integridade da vedação.
Vedação Fraca ou Inconsistente
Se o seu pacote se rompe com pouco esforço, você provavelmente não atingiu a necessária defesa mínima de vedação. Isso geralmente decorre de transferência de calor insuficiente ou tempo de dwell inadequado. Em seladoras de cinta contínua, se a velocidade do transportador estiver muito alta (aproximando-se do máximo de 12 m/min), o saco não permanece tempo suficiente na zona de aquecimento para fundir as camadas moleculares.
- Verifique a Temperatura: Assegure-se de que a configuração corresponde à espessura do material. Laminados mais espessos precisam de temperaturas mais próximas do limite de 300°C, enquanto PE fino requer muito menos.
- Inspecione os Blocos de Aquecimento: Nossas máquinas usam blocos de cobre puro para estabilidade, mas se estiverem sujos ou desalinhados, a transferência de calor cai.
- Substitua Consumíveis: Um desgaste ou queimado Correia de Teflon age como um isolante indesejado. Substituir essas correias regularmente garante que o calor realmente chegue à sacola.
Fusão de material, queima ou enrugamento
Sobre-selar é tão problemático quanto sub-selar. Se você vir o plástico enrugando, encolhendo ou queimando, a energia aplicada é muito alta. Enrugamento costuma ocorrer quando a fase de resfriamento é insuficiente ou a roda de pressão está muito apertada, arrastando o filme.
- Reduza a temperatura: Diminua o calor em incrementos pequenos.
- Ajuste a pressão: Força excessiva da estampagem ou da roda de pressão pode espremer plástico líquido para fora da área de selagem, afinando o material e arruinando a barreira.
- Compatibilidade de Material: Fique atento ao que você está selando. Enquanto você pode precisar de calor alto quando escolhendo a folha de alumínio certa para alimentos embalagem, essa mesma configuração derreterá rapidamente o polipropileno padrão.
Identificando vazamentos e defeitos de canal
Defeitos de canal—pequenos túneis na selagem onde o filme não se uniu—são os inimigos de sustentabilidade de embalagem e da vida útil. Esses problemas costumam ocorrer quando a sacola não é alimentada plana na máquina ou se o pó do produto (como farinha ou temperos) contamina a área de selagem.
Para detectar isso, execute um rápido teste de explosão procedimento ou teste de submersão em água para procurar bolhas. Se vazamentos persistirem:
- Ampliar a SELAGEM: Mudar de uma largura de selagem de 6 mm para 10 mm ou 12 mm fornece mais área de superfície para cobrir pequenas lacunas.
- Alinhar o Transportador: Certifique-se de que a altura e o ângulo da esteira permitam que o saco entre no guia de vedação completamente plano, evitando pregas que se transformem em vazamentos.




