

















ความเข้าใจเกี่ยวกับความแข็งแรงของซีลและความกว้างซีล
อะไรคือความแข็งแรงของซีลในบรรจุภัณฑ์?
cURL Too many subrequests. คือแรงกล mechanical ที่จำเป็นในการแยกชั้นที่ติดกันของบรรจุภัณฑ์ มันทำหน้าที่เป็นดัชนีหลักของว่ากลไกการเชื่อมวัสดุเทอร์โมพลาสติก—เช่น PE, PP, หรือ Mylar—ร่วมกันได้อย่างไร ในบริบทของการปฏิบัติงานอุตสาหกรรม มาตรการนี้กำหนดความสามารถของบรรจุภัณฑ์ในการทนต่อความเครียดภายนอกระหว่างการขนส่ง การยก และการเก็บรักษา.
สำหรับผู้ปฏิบัติงานที่ใช้ Continuous Band Sealers, ความแข็งแรงของซีลไม่ใช่เพียงการยึดติดเท่านั้น มันเป็นผลลัพธ์ของการถ่ายเทความร้อยเย็นอย่างแม่นยำ สันติภาพจะถูกสร้างขึ้นเมื่อวัสดุถึงจุดหลอมละลายที่กำหนด ไหลรวมกัน และแข็งตัวภายใต้แรงดัน การ sealing ที่มีคุณภาพสูงขึ้นขึ้นจาก ความต้านทานแรงดึง ของความติดแน่นนี้เกินแรงกดจากน้ำหนักของสินค้า ซึ่งอาจมีตั้งแต่สินค้าปลีกที่เบาไปจนถึงโหลดอุตสาหกรรม 5 กก.
ความสัมพันธ์ระหว่างความกว้างซีลกับความสมบูรณ์ของร่วมท่อ
ความกว้างของซีลเป็นตัวแปรสำคัญในการกำหนดความน่าเชื่อถือโดยรวมของบรรจุภัณฑ์ ในขณะที่ซีลที่กว้างกว่าจะมีภัยกันการรั่วที่มากกว่า, ความสมบูรณ์ของร่วมท่อ ขึ้นอยู่กับความสม่ำเสมอของการใช้ความร้อนตลอดความกว้างของมัน ขั้นตอนของเครื่องจักรของเราใช้ บล็อกทำความร้อนทองแดงบริสุทธิ์ เพื่อให้การกระจายอุณหภูมิเป็นไปอย่างสม่ำเสมอ ป้องกันจุดอ่อนไม่ขึ้นกับความกว้างที่เลือก.
- ซีล 6mm: เหมาะสำหรับฟิล์มที่น้ำหนักเบา (0.02–0.05 มม.) และบรรจุภัณฑ์ค้าปลีกขนาดเล็กที่ให้ความสำคัญกับการลดการใช้วัสดุและรักษารูปลักษณ์ที่เรียบหรู.
- การซีลขนาด 10 มม.: มาตรฐานอุตสาหกรรมสำหรับ Continuous Band Sealers. ความกว้างนี้ให้สมดุลระหว่างความแข็งแรงและความเรียบร้อยทางสายตา เหมาะสำหรับการใช้งานระดับกลางส่วนมาก (1 กก.–3 กก.).
- การซีลขนาด 12 มม.: ออกแบบมาเพื่อความต้องการที่หนาแน่น งานหนัก ของเหลว หรือผง ผิวด้านพิเศษนี้เพิ่ม ความต้านทานการระเบิด และลดความเสี่ยงของเส้นทางการปนเปื้อนหรือ “ร่อยร้าวในท่อ” ในพื้นที่การซีลอย่างมีนัยสำคัญ.
ทำไมการซีลที่ถูกต้องถึงมีความสำคัญต่อความปลอดภัยของผลิตภัณฑ์
การซีลที่มั่นคงคือแนวป้องกันแรกต่อการเสื่อมสภาพจากสิ่งแวดล้อมและการปนเปื้อน สำหรับผลิตภัณฑ์ที่ต้องอายุการใช้งานยาวนาน เช่น อาหารใน ฟอยล์อลูมิเนียม หรือถุงร่วมประกอบ, ความสมบูรณ์ของการซีล การซีลไม่ negotiable อย่างไม่ต่อรองได้สำหรับเรื่องอายุการเก็บรักษา ช่องว่างของความชื้น ออกซิเจน และแบคทีเรียจะนำไปสู่การเสียหายอย่างรวดเร็วหรือความล้มเหลวของผลิตภัณฑ์.
นอกเหนือจากการรักษา คุณภาพการซีลที่เหมาะสมยังรับประกันหลักฐานการงัดแงะและการกักกันทางกายภาพ ในการผลิตปริมาณสูง การใช้เครื่องจักรที่สามารถควบคุมอุณหภูมิได้อย่างเสถียร (0-300°C) และแรงดันที่ปรับได้ทำให้ทุกแพ็คเกจออกจากสายการผลิตได้แน่นสนิทแบบเฮอร์เมทิก ความสม่ำเสือนี้ช่วยปกป้องชื่อเสียงของแบรนด์โดยป้องกันการรั่วไหลและรับประกันว่าผู้บริโภคปลายทางได้รับผลิตภัณฑ์ตามที่ตั้งใจไว้.
ปัจจัยสำคัญที่ส่งผลต่อความแข็งแรงและคุณภาพของการซีล

การทำให้แพ็กเกจที่เชื่อถือได้ไม่ใช่แค่การกดปุ่มเดียว ต้องสมดุลหลายตัวแปรทางเทคนิค ไม่ว่าคุณจะรันสายการผลิตปริมาณสูงหรือการผลิตแบบชุดเล็ก ๆ การเข้าใจกลไกเบื้องหลังการซีลเป็นสิ่งจำเป็นเพื่อป้องกันการสูญเสียผลิตภัณฑ์ เราออกแบบเครื่องจักรของเราเพื่อให้ผู้ใช้งานควบคุมปัจจัยสำคัญเหล่านี้ได้เต็มที่เพื่อให้มั่นใจในความสม่ำเสมอ ความสมบูรณ์ของการซีล.
อุณหภูมิการซีลและเวลาคงอยู่
ความสัมพันธ์ระหว่างความร้อนกับเวลาคือพื้นฐานของกระบวนการซีลด้วยความร้อน หากอุณหภูมิต่ำเกินไป วัสดุจะไม่ถึงจุดหลอมเหลว ทำให้เกิดการซีลที่ไม่มั่นคงเมื่อถูกกดดัน หากอุณหภูมิสูงไป ฟิล์มจะเสื่อมสภาพ กลายเป็นเปราะหรือลุกลาม.
- ช่วงอุณหภูมิ: เครื่องซีลสายพานต่อเนื่องของเรามีช่วงปรับได้ที่ 0-300°C (392°F). ช่วงกว้างนี้ช่วยให้การปรับแต่งได้อย่างแม่นยำขึ้นขึ้นอยู่กับจุดหลอมละลายของวัสดุ.
- ความสม่ำเสม เชิงความร้อน: เราใช้งาน บล็อกทำความร้อนทองแดงบริสุทธิ์ ในซีรีส์ FR-900 ของเรา ทองแดงมอบการนำความร้อนที่เหนือกว่าวัตถุตีดมาตรฐาน ทำให้อุณหภูมิคงที่แม้ในระหว่างการใช้งานต่อเนื่องที่รวดเร็ว.
- เวลาพักอิงล นี้ถูกกำหนดโดยความเร็วของสายพานลำเลียง ซึ่งปรับได้จาก 0-12ม./นาที. ความเร็วที่ช้ากว่าจะเพิ่มเวลาพัก ทำให้พลังงานความร้อนถ่ายโอนไปยังฟิล์มที่หนาขึ้นได้มากขึ้น (สูงสุด 0.80มม.) ในขณะที่ความเร็วที่เร็วขึ้นจะเพิ่มผลผลิตสำหรับวัสดุที่บาง.
แรงกดและการกระจายแรง
ความร้อนหลอมวัสดุ แต่แรงกดคือสิ่งที่ทำให้ชั้นต่าง ๆ หลอมรวมกัน ไร้แรงเพียงพอ even พลาสติกที่ละลายจะไม่สร้างพันธะที่เป็นเนื้อเดียวกัน บนเครื่องซีลแบบสายพานต่อเนื่องของเรา.
- ความสม่ำเสมอ: ล้อแรงกดมีบทบาทสำคัญในการบีบฟิล์มที่อุ่นร้อนในขณะที่ผ่านผ่านบล็อกระบายความเย็น แรงกดที่สม่ำเสมอตลอด ความกว้างของการซีล.
- (มาตรฐานที่ 6มม., 10มม., หรือ 12มม.) ป้องกันการมีโพรงอากาศและจุดอ่อน การปรับ: ความต้านทานแรงดึง แรงกดต้องถูกสอบเทียบกับความหนาของถุง ถุงประกอบที่หนากว่าจะต้องการการอัดที่สูงขึ้นเพื่อให้ชั้นประสานภายในหลอมรวมกันอย่างเต็มที่ ส่งผลต่อ.
ความสมบูรณ์ของบรรจุภัณฑ์
การเลือกวัสดุและคุณสมบัติบางอย่างในการกันการผ่านได้.
- วัสดุบรรจุภัณฑ์ที่แตกต่างกันมีปฏิกิริยาต่อความร้อนและแรงกดต่างกัน ตั้งค่าที่ใช้งานได้สำหรับ Polyethylene (PE) ง่าย ๆ อาจล้มเหลวบนแผ่น laminate หลายชั้น การเข้าใจคุณสมบัติโดยเฉพาะทางความร้อนของวัสดุของคุณจึงเป็นกุญแจสำคัญในการตั้งค่าของเครื่อง ฟิล์มพลาสติก (PE/PP):.
- ลามิเนตและฟอยล์ วัสดุอย่าง ฟอยล์ดีบุกบรรจุจำนวนมาก หรือ Mylar ทำหน้าที่เป็นฮีตซิงก์ ต้องการการตั้งค่าอุณหภูมิที่สูงขึ้นและความเร็วลำเลียงที่ช้าลงเพื่อให้ความร้อนผ่านชั้นโลหะไปยังจุดสัมผัสกับซีลแลนท์.
- ความหนา: เครื่องของเรา处理ฟิล์มจาก 0.02mm ถึง 0.80mm. เมื่อความหนาเพิ่มขึ้น ความต้านทานต่อการถ่ายเทความร้อนจะเพิ่มขึ้น จำเป็นต้องปรับการทำงานเพื่อรักษา ความแข็งแรงของซีลขั้นต่ำ.
สภาพแวดล้อมและการปนเปื้อน
แม้ในการตั้งค่าที่สมบูรณ์แบบของเครื่องจักร ปัจจัยภายนอกสามารถทำให้ซีลเสียหายได้ ในสภาพแวดล้อมทางอุตสาหกรรม ความสะอาดของบริเวณซีลมักถูกละเลยแต่มีความสำคัญมาก.
- การปนเปื้อน: ฝุ่น ฝ้า ผง น้ำมัน หรือของเหลวในบริเวณซีลทำหน้าที่เป็นแนวกัน และป้องกันไม่ให้ชั้นพลาสติกหลอมรวมกัน สาเหตุทั่วไปของการรั่วไหลของช่องทาง.
- การสึกหรอของส่วนประกอบ: สึกหรอ สายเทฟลอน อาจทำให้เกิดการให้ความร้อนไม่สม่ำเสมอหรือปัญหาการถ่ายเทเนื้อสัมผัส บ่อยครั้งที่ตรวจสอบแถบการซีลจะช่วยให้สภาพแวดล้อมการใช้งานไม่ส่งผลเสียต่อคุณภาพผลลัพธ์ขั้นสุดท้าย.
มาตรฐานอุตสาหกรรมสำหรับการทดสอบความแข็งแรงของซีล
ในวงการบรรจุภัณฑ์ การเดาไม่ใช่ตัวเลือก เราพึ่งพามาตรฐานที่มีการกำหนดไว้อย่างชัดเจนเพื่อให้มั่นใจว่าตราประทับที่ผลิตโดยเครื่องจักรของเรา—ไม่ว่าจะเป็นเครื่องซีลแบบสายต่อเนื่องหรือหน่วยสูญญากาศ—สามารถทนทานต่อความเข้มข้นของห่วงโซ่อุปทานจริง การปฏิบัติตามขั้นตอน ASTM เหล่านี้ช่วยให้มั่นใจว่า ความสมบูรณ์ของการซีล และปกป้องชื่อเสียงแบรนด์ของคุณ.
ASTM F88: วิธีทดสอบมาตรฐานสำหรับความแน่นของปิดผนึก
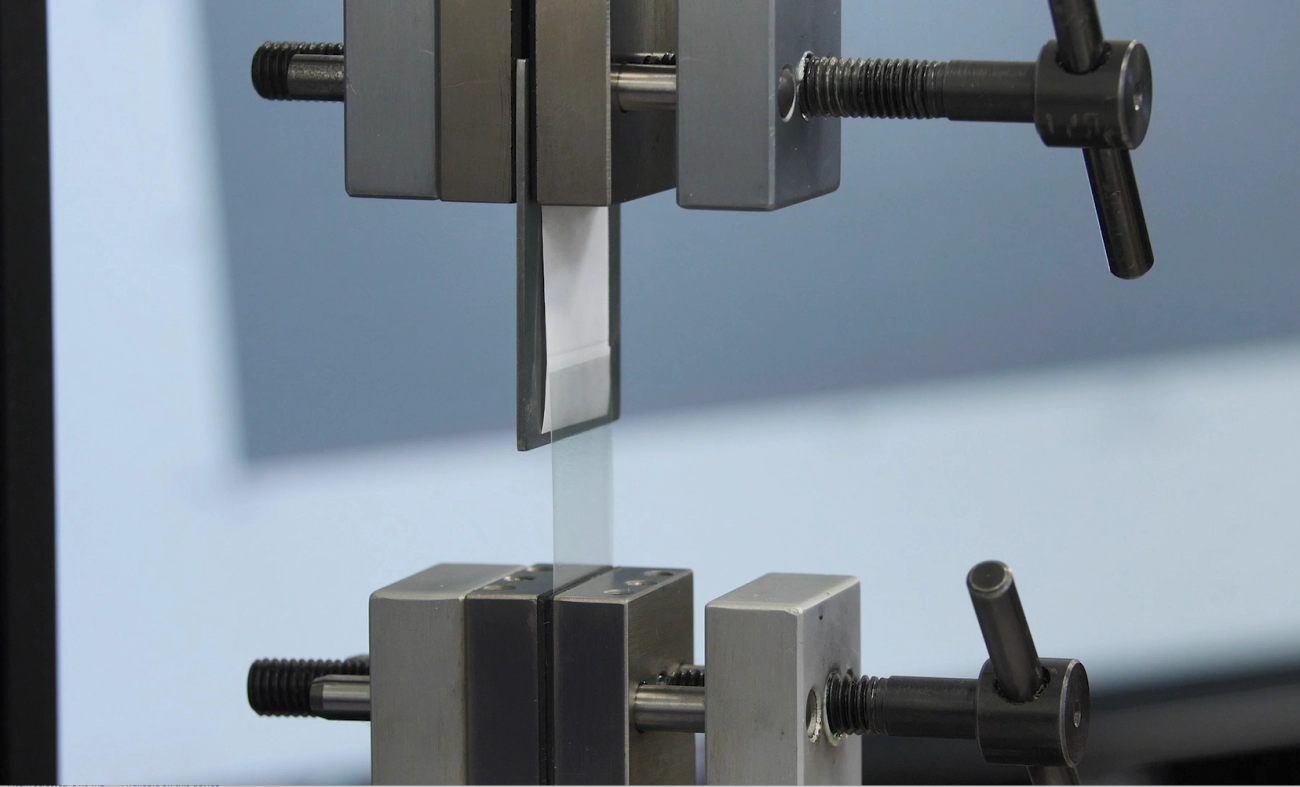
นี่คือมาตรฐานอุตสาหกรรมสำหรับการวัดผล ความต้านทานแรงดึง ของตราประทับ ASTM F88 เกี่ยวข้องกับการตัดแถบความกว้างหนึ่งนิ้วของวัสดุที่ถูกปิดผนึกแล้วและดึงออกในความเร็วที่ควบคุมเพื่อวัดแรงที่ต้องกระทำเพื่อแยกชั้นออกจากกัน.
- เทคนิค: วิธีดึงหาง (เทคนิค A, B หรือ C) กำหนดว่ากลไกการรองรับวัสดุระหว่างการดึงอย่างไร.
- ความเกี่ยวข้อง: มันบอกเราว่าการตั้งค่าความร้อน, ความดัน และเวลาพักค่อนข้างพอเพียงสำหรับวัสดุที่ใช้อยู่หรือไม่.
สำหรับธุรกิจที่ใช้งาน วัสดุ PE สำหรับบรรจุภัณฑ์อาหาร, การผ่านการทดสอบ ASTM F88 ยืนยันว่าการเชื่อมพันธะทางเคมีมีความแข็งแรงพอที่จะป้องกันการเปิดโดยบังเอิญในขณะที่ยังคงใช้งานได้สำหรับผู้ใช้ขั้นสุดท้าย.
ASTM F1140 และ F2054: วิธีทดสอบ bursting
ในขณะที่การทดสอบแรงดึงดูดดูที่ส่วนใดส่วนหนึ่งของซีล, การทดสอบ bursting ประเมินความสามารถทั้งหมดของบรรจุภัณฑ์ในการทนต่อความดันภายใน.
- ASTM F1140: นี่คือการทดสอบแบบไม่ได้ถูกบังคับจำกัด โดยบรรจุภัณฑ์จะถูกพองจนล้มเหลว มันระบุจุดที่อ่อนแอที่สุดในซีลหรือวัสดุ.
- ASTM F2054: นี้ใช้แผ่นขึงจำกัดเพื่อจำกัดการขยายของบรรจุภัณฑ์ บีบให้แรงเครียดตรงไปยังขอบซีล.
การทดสอบเหล่านี้มีความสำคัญในการกำหนด ความแข็งแรงของซีลขั้นต่ำ ที่จำเป็นเพื่อป้องกันการระเบิดเมื่อตะลึงในระหว่างการเปลี่ยนระดับความสูงหรือการบีบอัดทางกายภาพระหว่างการขนส่ง.
ASTM F2824: การทดสอบเชิงกลสำหรับฝาปิดที่ถอดออกได้
สำหรับภาชนะที่แข็งปิดผนึกด้วยฝาปิดที่ยืดหยุ่น ASTM F2824 วัดแรงเชิงกลที่ต้องการในการแยกฝาจากถาด มาตรฐานนี้มุ่งเน้นสมดุลระหว่างการปิดที่มั่นคงและความสะดวกในการใช้งานของผู้บริโภค โดยเฉพาะอย่างยิ่งเมื่อ เข้าใจบทบาทของฟอยล์อลูมิเนียมในการบรรจุภัณฑ์, ฝาผลิตภัณฑ์ฟอยล์จะต้องให้เป็นเป็นฉนวนกันรั่วที่แน่นโดยไม่เปิดง่าย เราใช้ข้อมูลนี้เพื่อปรับแต่งอุณหภูมิให้สอดคล้อง activating adhsive layer ให้ทำงานถูกต้องโดยไม่เกิดการตะปูโลหะมากเกินไป.
วิธีวัดและคำนวณความทนทานของซีล

เพื่อให้ เครื่องซีลอุตสาหกรรมของเรา เช่น ซีรีส์ FR-900 สามารถมอบ ความสมบูรณ์ของการซีล ความจำเป็นสำหรับการขนส่งที่ปลอดภัย เราไม่สามารถเดาได้ เราต้องการข้อมูลที่เป็นรูปธรรม การวัดความทนทานของซีลประกอบด้วยวิธีการเตรียมตัวและคำนวณที่เฉพาะเพื่อกำหนดว่าการเชื่อมติดนั้นตรงกับ ความแข็งแรงของซีลขั้นต่ำ สำหรับการใช้งานเฉพาะของคุณ.
การเตรียมตัวอย่างทดสอบและเทคนิค (A, B และ C)
การได้ข้อมูลที่ถูกต้องเริ่มต้นจากวิธีที่คุณตัดตัวอย่าง ฉันแนะนำเสมอให้ตัดเป็นแถบเท่ากันที่ตัดขวางซีล ซึ่งมักมีความกว้าง 1 นิ้ว (25.4 มม.) หรือ 15 มม. ขึ้นอยู่กับมาตรฐานที่คุณกำลังปฏิบัติตาม ขอบต้องสะอาดและปราศจากรอยแหว่งเพื่อหลีกเลี่ยงการฉีกขาดล่วงหน้า.
เมื่อทำการทดสอบดึง (โดยทั่วไปใช้เครื่องทดสอบแบบสากล) จะมีสามเทคนิคมาตรฐานที่ใช้ในการจับตัวอย่างไว้:
- เทคนิค A (ไม่รองรับ): ตัวอย่างปล่อยให้ห้อยอิสระระหว่างที่จับ นี่เป็นวิธีที่พบมากที่สุดแต่สามารถถูกกระทบจากความแข็งของวัสดุได้.
- เทคนิค B (รองรับ 90°): หางของตัวอย่างถูกรองรับด้วยมือหรืออุปกรณ์ที่มุม 90 องศา วิธีนี้ลดผลกระทบของมุมลอกออกบนผลลัพธ์.
- เทคนิค C (รองรับ 180°): ตัวอย่างถูกพักไว้โดยแผ่นแนวตรงที่แข็งแรง นี่เป็นการทดสอบที่เข้มงวดที่สุดสำหรับ ความต้านทานแรงดึง และลดความแปรปรวนของความยืดหยุ่นของถุง.
การคำนวณความทนทานของซีลสูงสุดเทียบกับเฉลี่ย
เมื่อเราเรียกใช้งานการทดสอบเหล่านี้ อุปกรณ์จะสร้างกราฟแรงกับการเลื่อน มันจึงสำคัญที่จะแยกระหว่างสองมิติหลัก:
- ความทนทานซีลสูงสุด (จุดสูงสุด): นี่คือแรงสูงสุดที่บันทึกไว้ก่อนที่ซีลจะเริ่มแยกออกหรือวัสดุจะขาด ความค่านี้มีความสำคัญในการเข้าใจ การทดสอบ bursting ขอบเขต—ว่ากล่องบรรจุภัณฑ์สามารถทนต่อแรงดันกระทันหันได้มากแค่ไหน.
- ความทนทานซีลเฉลี่ย: สิ่งนี้คำนวณแรงเฉลี่ยที่ต้องใช้เพื่อถอดป้ายกาวออกจากกันเมื่อระยะทางเฉพาะเจาะจง นี่เป็นตัวชี้วัดความสม่ำเสมอที่ดีกว่า โดยเฉพาะอย่างยิ่งสำหรับแถบกาวที่สามารถลอกออกได้ที่ต้องการประสบการณ์เปิดที่เรียบเนียน.
สำหรับการใช้งานที่หนักหน่วงโดยใช้ความกว้างของซีล 10 มม. หรือ 12 มม. มักให้ความสำคัญกับความแข็งแกร่งสูงสุดเพื่อให้บรรจุภัณฑ์ยังคงปิดอยู่ภายใต้ความเค้น.
การตีความรูปแบบการล้มเหลวและผลการทดสอบ
ตัวเลขบนหน้าจอเป็นเพียงครึ่งหนึ่งของเรื่องราว; วิธีการ การล้มเหลวของซีลบอกฉันว่าอะไรต้องปรับบนเครื่องอย่างแม่นยำ.
- ความล้มเหลวของสารยึดติด (การลอกออก): ซีลแยกออกอย่างเรียบระหว่างสองชั้น หากแรงกดต่ำเกินไป ฉันมักจะเพิ่มอุณหภูมิบนบล็อกให้ความร้อนทองแดงบริสุทธิ์หรือลดความตึงของล้อกด.
- ความล้มเหลวร่วมกัน: ซีลแยกออก แต่ทิ้งเศษวัสดุบนทั้งสองด้าน ซึ่งบ่งชี้ถึงพันธะที่แน่นหนา มักเห็นใน ความยืนหยัดของถุง วัสดุที่เน้นที่ทำให้ชั้นสารยึดหลุดแยกภายใน.
- การฉีกขาดของวัสดุ (tear): วัสดุฉีกออกนอกพื้นที่ซีล นี่คือผลลัพธ์ที่น่าจะดีที่สุดสำหรับการใช้งานที่ไม่สามารถลอกได้ มันหมายถึงซีลแข็งกว่าวัสดุฟิล์มด้วยซ้ำ.
- การยืดตัว: วัสดุยืดออกมากก่อนจะขาด ซึ่งพบได้บ่อยกับฟิล์ม PE และต้องตรวจสอบความเร็วสายพานลำเลียงเพื่อให้แน่ใจว่าเราไม่ร้อนเกินไปจนบางลงระหว่างกระบวนการซีล.
อุปกรณ์และเทคโนโลยีการซีลทั่วไป

การเลือกเครื่องจักรที่เหมาะสมเป็นรากฐานของเรา คู่มือความแข็งแรงของซีลที่กว้าง. เทคโนโลยีที่คุณใช้กำหนดโดยตรงว่าคุณจะสามารถบรรลุความกว้างซีลที่สำคัญ 10 มม. หรือ 12 มม. ที่จำเป็นสำหรับการใช้งานอุตสาหกรรมได้หรือไม่ เราจัดหมวดหมู่เครื่องจักรตามวิธีการทำความร้อนและระดับอัตโนมัติ โดยแต่ละรายการมีบทบาทเฉพาะในการรักษา ความสมบูรณ์ของการซีล.
เครื่องซีลแบบอินพัลส์และความร้อนต่อเนื่อง
สำหรับการใช้งานที่เสียงต่ำหรือบนโต๊ะ เรามักมองหาตัวซีลแบบอินพัลส์ ซึ่งหน่วยเหล่านี้จะให้ความร้อนเมื่อขากรรไจปิดเท่านั้น ทำให้ประหยัดพลังงานและปลอดภัยต่อการใช้งานด้วยมือ มันเยี่ยมสำหรับงานพื้นฐาน ถุงซีล ทำจากโพลีเอทิลีน (PE) หรือ polypropylene (PP) ที่การซีลที่บางกว่า (โดยทั่วไป 2mm ถึง 5mm) เพียงพาสำหรับสินค้าตระหนักเบา.
ในทางตรงกันข้าม ตัวซีลด้วยความร้อนคงที่จะรักษาอุณหภูมิที่ตั้งไว้ตลอดเวลา เทคโนโลยีนี้มีความสำคัญสำหรับวัสดุหนาอย่าง Mylar หรือฟอยล์แลมินาเคที่ต้องการพลังงานความร้อนสูงและต่อเนื่องเพื่อเชื่อมพันธะ โรงงานอุตสาหกรรมของเรานำวิธีความร้อนคงที่นี้มาใช้งานเพื่อให้แน่ใจว่าการซีลไม่ล้มเหลวภายใต้ความกดดัน.
- Impulse: เหมาะสำหรับฟิล์มบาง (0.02mm-0.05mm) และงานที่ทำเป็นช่วงๆ.
- Constant Heat: จำเป็นสำหรับแลมินาสหนาและการผลิตความเร็วสูง.
ระบบซีลแถบและสุญญากาศอัตโนมัติ
เมื่อเราเคลื่อนไปยังบรรจุภัณฑ์ปริมาณมาก, ระบบซีลแถบและสุญญากาศอัตโนมัติ กลายเป็นมาตรฐาน ซีรีส์ FR-900 ของเรา Continuous Band Sealers ได้รับการออกแบบให้รองรับงานนี้ ด้วยความเร็วที่ปรับได้ 0-12m/min แตกต่างจากตัวเลือกด้วยมือ เครื่องจักรเหล่านี้ใช้ บล็อกทำความร้อนและระบายความร้อนที่ทำจากทองแดงบริสุทธิ์. ซึ่งช่วยให้สามารถควบคุมอุณหภูมิได้อย่างรวดเร็วและเสถียรถึง 300°C เพื่อให้แน่ใจว่าการซีลที่กว้าง (10mm หรือ 12mm) ถูกยึดติดอย่างสม่ำเสมอโดยไม่เกิดจุดเย็น.
ระบบเหล่านี้มีความยืดหยุ่นพอที่จะรองรับงานที่หลากหลาย cURL Too many subrequests., รวมถึงถุงคอมโพสิตและฟอยล์อลูมิเนียม กลไกลำเลียงรองรับโหลดได้ถึง 5kg ซึ่งหมายความว่าตัวเครื่องจะรับน้ำหนักในขณะที่แถบซีลให้แรงกดและความร้อนที่จำเป็น.
คุณสมบัติหลักของ Band Sealers:
- ความกว้างของการซีล: มาตรฐานที่ 6mm, 10mm และ 12mm สำหรับความต้องการความแข็งแรงที่ต่างกัน.
- ความหลากหลายของวัสดุ: รองรับ PE, PP และฟอยล์อลูมิเนียม.
- ฟังก์ชันที่รวมอยู่: การซีลพร้อมกัน การนูน และการลำเลียง.
อุปกรณ์ทดสอบและเครื่องทดสอบแรงดึง
เพื่อให้มั่นใจว่าเครื่องจักรของเราให้ประสิทธิภาพตามที่สัญญา เราพึ่งพาอุปกรณ์ทดสอบที่แม่นยำ. ความต้านทานแรงดึง ผู้ทดสอบดึงพื้นที่ที่ถูกปิดผนึกออกเพื่อวัดแรงที่ต้องใช้ในการทำลายพันธะให้แน่ใจ ข้อมูลนี้ยืนยันว่าความกว้างของซีลพอสำหรับโหลดที่แพ็คเกจตั้งใจใช้งาน.
เราใช้รายการติดตั้งด้วยเช่นกัน การทดสอบ bursting, ซึ่งกดดันถุงจนเกิดความเสียหาย นี่ช่วยให้เราระบุได้ว่ารอยเย็บเป็นจุดอ่อนที่สุดหรือว่าตัววัสดุเองล้มเหลวก่อน การทดสอบเป็นประจำช่วยให้พารามิเตอร์อย่างอุณหภูมิ (0-300°C) และความดันถูกสอบเทียบอย่างถูกต้องกับเครื่อง เพื่อป้องกันรอยเย็บอ่อนแอหรือ “การซีลมากเกินไป” ที่ทำให้วัสดุบางลง.
คู่มือทีละขั้นตอนเพื่อให้แนบสนิทอย่างปลอดภัย

เพื่อให้ได้ประสิทธิภาพสูงสุดจากเครื่องบรรจุภัณฑ์เชิงอุตสาหกรรมของคุณ คุณต้องมีกระบวนการที่ทำซ้ำได้ และบรรลุผลลัพธ์ที่สม่ำเสมอ คู่มือความแข็งแรงของซีลที่กว้าง มาตรฐานไม่ได้มีไว้แค่การเปิดเครื่องเท่านั้น แต่มันคือการปรับ “ตรีภาคแห่งการSealing” — อุณหภูมิ ความดัน และความเร็ว — ให้ตรงกับวัสดุของคุณ ไม่ว่าผมจะใช้งานสายการผลิตขนาดสูงหรือชุดงานขนาดเล็ก การทำตามขั้นตอนเหล่านี้ทำให้ทุกหีบห่อผ่านลำเลียงออกไปถูกล็อคแน่นเต็มที่.
ตั้งค่าพารามิเตอร์การซีลให้เหมาะสม
ขั้นตอนแรกคือการปรับเทียบเครื่องซีลแบบต่อเนื่องของคุณ เครื่องจักรของเรา เช่น ซีรีส์ FR-900 ใช้บล็อกทำความร้อนและทำความเย็นทองแดงบริสุทธิ์ ซึ่งช่วยให้การถ่ายเทความร้อนเป็นไปอย่างรวดเร็วและมีเสถียรภาพ ซึ่งเป็นสิ่งสำคัญเมื่อคุณต้องการบรรลุเป้าหมายที่เฉพาะเจาะจง ความแข็งแรงของซีลขั้นต่ำ. คุณต้องปรับสมดุลการตั้งค่าอุณหภูมิ (0-300°C) กับความเร็วลำเลียง (0-12m/min).
ถ้าความร้อนต่ำเกินไปหรือความเร็วสูงเกินไปชั้นซีลานต์จะละลายไม่พอที่จะยึดติด ในทางตรงกันข้าม ความร้อนที่มากเกินไปหรือความเร็วช้าจะทำให้ฟิล์มไหม้และเสื่อมคุณภาพ ความต้านทานแรงดึง.
ช่วงพารามิเตอร์ที่แนะนำ:
| ประเภทวัสดุ | 1 | ตั้งค่าอุณหภูมิ (°C) | ความเร็วของสายพาน | ความกว้างของซีลที่แนะนำ |
|---|---|---|---|---|
| พลาสติก PE / PP | 0.02 – 0.05 มม. | 110°C – 140°C | เร็ว (8-10 เมตร/นาที) | 6มม. – 10มม. |
| แผ่น laminates / Mylar | 0.05 – 0.10มม. | 150°C – 180°C | กลาง (5-7 เมตร/นาที) | 10มม. |
| ฟอยล์อะลูมิเนียม | > 0.10มม. | 180°C – 220°C | ช้า (3-5 เมตร/นาที) | 10มม. – 12มม. |
หมายเหตุ: ควรทำการทดสอบก่อนใช้งานเสมอ ถุงที่หนาขึ้น (ถึง 0.80มม.) ต้องการช่วงเวลาอยู่ที่สูงขึ้นเพื่อให้ความร้อน penetrate ผ่านไปยังชั้นSealant.
ตำแหน่งถุงห่อที่ถูกต้องและการจัดการ
แม้จะมีการตั้งค่าที่สมบูรณ์แบบ การจัดการที่ไม่ดีจะทำให้เสียหาย ความสมบูรณ์ของการซีล. หนึ่งถุงต้องเข้าโมดูลการซีลให้ราบและขนานกับบล็อกให้ความร้อน เนื่องจากสายพานของเรา รองรับน้ำหนักระหว่าง 3 กก. ถึง 5 กก. ขึ้นอยู่กับรุ่น คุณจึงต้องมั่นใจว่าน้ำหนักของผลิตภัณฑ์จะไม่ลากถุงลงมา ซึ่งทำให้เกิดรอยยับในพื้นที่ซีล.
- จัด Alignment ของ Guide: ปรับ guide feeding ให้ถุงเข้าไปตรง.
- เรียบปากถุง: ทำให้พื้นที่ซีลเรียบก่อนที่ถุงจะสัมผัสกับสายพานเทฟลอน ย่นย่อทำให้เกิดช่องทางที่อากาศสามารถออกจากร่อง ทำให้การซีล hermetic เสียหาย.
- รองรับน้ำหนัก: หากสินค้าหนัก ปรับระดับลำเลียงให้ถุงอยู่บนสายพานอย่างเต็มที่โดยไม่ดึงกรอบปิดผนึก.
เพื่อเห็นภาพรวมในการเพิ่มประสิทธิภาพขั้นตอนการบรรจุทั้งหมดของคุณ ตรวจสอบที่เรา บล็อกทรัพยากรบรรจุภัณฑ์ สำหรับเคล็ดลับในการดำเนินงาน.
การตรวจสอบหลังการปิดผนึกและการประกันคุณภาพ
เมื่อถุงออกจากบล็อกเย็นลง ควรทำการตรวจสอบทันที ก่อนอื่นมองหาสัญญาณทางสายตา การปิดผนึกที่ถูกต้องควรชัดเจน (สำหรับฟิล์มใส) หรือมีพื้นผิวที่มีลักษณะเรียบและสม่ำเสมอที่ถูกตรายด้วยล้อปิดผนึก หากคุณใช้ฟีเจอร์นูนเพื่อพิมพ์วันที่ ความชัดของข้อความเป็นตัวบ่งชี้ที่ดีถึงการใช้น้ำหนักแรงกดที่ถูกต้อง.
การตรวจสอบคุณภาพอย่างรวดเร็ว:
- การตรวจสายตา: มองหาฟองอากาศ รอยไหม้ หรือรอยพับ การปิดผนึกที่ขุ่นมัวอาจบ่งบอกว่าอุณหภูมิต่ำเกินไป.
- การทดสอบดึง: ดึงบริเวณปิดผนึกด้วยมือ บางวัสดุควรยืดหรือฉีกก่อนที่ส่วนปิดผนึกจะหลุดออกมา การทดสอบนี้ยืนยันการบีบอัดที่เพียงพอ ความต้านทานแรงดึง.
- การตรวจสอบการระเบิด: สำหรับถุงที่บรรจุอากาศ กดบรรจุภัณฑ์ หากมันระเบิดที่บริเวณปิดผนึก คุณอาจจำเป็นเพิ่มความกว้างของปิดผนึกเป็น 12 มม หรืออุณหภูมิให้สูงขึ้นเล็กน้อย.
การตรวจสอบสภาพสายพานเทฟลอนของคุณอย่างสม่ำเสมอก็เป็นสิ่งสำคัญด้วย สายพานที่สึกหรอทำให้การถ่ายเทความร้อนไม่สม่ำเสมอและจุดอ่อนในปิดผนึก.
ความผิดปกติในการปิดผนึกที่พบบ่อยในการแก้ปัญหา
แม้จะมีเครื่องจักรระดับอุตสาหกรรมอย่าง FR-900 ซีรีส์ ผู้ปฏิบัติงานก็เกิดปัญหาเป็นระยะ การบรรลุสมดุลระหว่างความร้อน ความเร็ว และแรงกดเป็นศิลปะ เมื่อสายการบรรจุของคุณประสบปัญหา การวินิจฉัยสาเหตุอย่างรวดเร็วช่วยประหยัดเวลาและลดการสูญเสียวัสดุ นี่คือวิธีกับปัญหาที่พบบ่อยที่สุดเพื่อรักษคุณภาพสูง ความสมบูรณ์ของการซีล.
แรงชี้ขาดอ่อนแอหรือไม่สม่ำเสมอของปิดผนึก
หากบรรจุภัณฑ์ของคุณลอกออกได้ด้วยความพยายามน้อย แสดงว่าคุณยังไม่บรรลุแรงบีบอัดที่จำเป็น ความแข็งแรงของซีลขั้นต่ำ. โดยปกติสาเหตุมาจากการถ่ายเทความร้อนที่ไม่เพียงพอหรือเวลาพักที่ไม่เหมาะสม บนเครื่องซีรีส์ลำเลียงต่อเนื่อง หากความเร็วของลำเลียงถูกตั้งไว้สูงถึงขีดจำกัด (ใกล้ 12 ม./นาที) ถุงจะไม่อยู่ในโซนความร้อนได้นานพอที่จะหลอมชั้นโมเลกุล.
- ตรวจสอบอุณหภูมิ: ตรวจสอบให้สอดคล้องกับความหนาของวัสดุ แผ่นชิ้นหนากว่าจะต้องใช้อุณหภูมิเกินใกล้ขีดจำกัด 300°C มากกว่า ในขณะที่ PE บางจะต้องใช้อุณหภูมิน้อยมาก.
- ตรวจสอบบล็อกทำความร้อน: เครื่องของเราใช้บล็อกทองแดงบริสุทธิ์เพื่อเสถียรภาพ แต่หากสกปรกหรือจัดตำแหน่งไม่ถูกต้อง การถ่ายเทความร้อนจะลดลง.
- เปลี่ยนวัสดุสิ้นเปลือง: สึกหรือไหม้ สายพานเทฟลอน ทำหน้าที่เป็นฉนวนกันความรันจ์ที่ไม่ต้องการ การเปลี่ยนสายพานเหล่านี้บ่อยๆ รับประกันว่าความร้อนจะไปถึงถุงจริงๆ.
การหลอมละลาย บางส่วนไหม้ หรือเกิดรอยยับของวัสดุ
การซีลเกินไปก็เป็นปัญหาที่อันตรายเท่ากับการซีลไม่เพียงพอ หากคุณเห็นพลาสติกม้วนงอ หดตัว หรือไหม้ ความพยายามพลังงานสูงเกินไป เส้นริ้วมักเกิดขึ้นเมื่อขั้นตอนการระบายความเย็นไม่เพียงพอหรือล้อกดแรงเกินไป ทำให้ฟิล์มถูกลากไปด้วย.
- ลดอุณหภูมิ ลดความร้อนลงทีละน้อย.
- ปรับความดัน: แรงเกินไปจากการกดร่องนูนหรือล้อกดสามารถบีบพลาสติกที่หลอมละลายออกจากบริเวณซีล ทำให้วัสดุบางลงและทำลายฉนวนกันความร้อน/ barrier.
- ความเข้ากันได้ของวัสดุ: ระวังสิ่งที่คุณกำลังซีล ด้วยความร้อนสูงอาจจำเป็นเมื่อ การเลือกฟอยล์อลูมิเนียมที่เหมาะสมสำหรับอาหาร บรรจุภัณฑ์ที่ตั้งค่าเดียวกันนั้นจะละลายโพลีพROPylene มาตรฐานทันที.
ระบุรั่วและข้อบกพร่องของช่องทาง
ข้อบกพร่องของช่องทาง—อุโมงค์ขนาดเล็กในซีลที่ฟิล์มไม่เกิดการติดแนบ—คือศัตรูของ ความยืนหยัดของถุง และอายุการเก็บรักษา ปัญหาเหล่านี้มักเกิดขึ้นเมื่อถุงไม่ถูกใส่เรียบลงในเครื่องหรือหากมีฝุ่นผลิตภัณฑ์ (เช่น แป้งหรือเครื่องปรุงรส) ปนเปื้อนบริเวณสลักปิดผนึก.
เพื่อให้ทันเหตุการณ์เหล่านี้ ให้ทำการตรวจสอบอย่างรวดเร็ว การทดสอบ bursting ขั้นตอนหรือการทดสอบจมน้ำเพื่อดูฟองอากาศ หากรั่วซึมยังคงอยู่:
- ขยายระยะขอบยาง: การเปลี่ยนจากความกว้างขีดเส้นยาง 6 มม. ไปเป็น 10 มม. หรือ 12 มม. ช่วยเพิ่มพื้นที่ผิวเพื่อเชื่อมช่องว่างเล็กๆ.
- แนวขนานสายพานลำเลียง: ตรวจสอบว่าความสูงและมุมของสายพานลำเลียงอนุญาตให้ถุงเข้าไปในแนวทางการปิดผนึกได้เรียบสนิททั้งหมด ป้องกันการพับที่แปรสภาพเป็นรั่ว.





