

















Conta Sızdırmazlık Gücü ve Cont Belirginliği Anlama
Ambalajda Kızak/Şişirme Gücü nedir?
Sızdırmazlık gücü ambalajın yapışık katmanlarını ayırmak için gereken mekanik kuvvettir. Termoplastik malzemelerin—örneğin—ambalaj makinesinin ne kadar iyi füzyon yaptığına dair birincil göstergedir PE, PP veya Mylarbirlikte. Endüstriyel operasyonlar bağlamında, bu ölçüt paketinin sevkiyat, taşıma ve depolama sırasında dış gerilmelere dayanma yeteneğini tanımlar.
Operatörler için kullanılır Süreklilik Band Sızdırmazlık Makineleri, sızdırmazlık gücü sadece yapışmaya bağlı değildir; bu kesin termal aktarımın sonucudur. Malzeme belirli erime noktasına ulaştığında birbirine akışır ve baskı altında katılaşır; bağ oluşur. Yüksek kaliteli sızdırmazlık, buna dayanır: çekme mukavemeti bu bağın, ürünün ağırlığından uygulanan baskıyı aşan kısmı; hafif perakende ürünlerinden ağır 5 kg endüstriyel yüklerine kadar değişebilen bir yüke dayanabilir.
Contayın Genişliği ile Sızdırmazlık Arasındaki İlişki
Conta genişliği, paketin genel güvenilirliğini belirlemede kritik bir değişkendir. Geniş bir conta genellikle sızıntılara karşı daha büyük bir bariyer sunar, eklem bütünlüğü genişlik boyunca ısı uygulanmasının tutarlılığına güçlü ölçüde bağlıdır. Makinemiz kullanır kuru bakır ısıtma blokları seçilen genişliğe bakılmaksızın zayıf noktaların oluşmasını önleyerek eşit sıcaklık dağılımını sağlar.
- 6mm Conta hafif filmler (0,02–0,05 mm) ve malzeme kullanımını en aza indirirken sade bir estetiği korumanın öncelik olduğu küçük perakende ambalajları için en uygunudur.
- 10mm Kontaklar Endüstri standardı için Süreklilik Band Sızdırmazlık Makineleri. Bu genişlik, çoğu orta dayanıklılık uygulamaları için (1kg–3kg) uygun olan güç ve görsel temizliğin sağlam bir dengesini sağlar.
- 12mm Sızdırmazlıklar: Yoğun kullanım gereksinimlerine, sıvılara veya tozlara yönelik tasarlanmıştır. Ek yüzey alanı patlama direncini artırır ve sızdırmazlık alanındaki kontaminasyon yolları veya “kanal sızıntıları” riskini önemli ölçüde azaltır.
Neden Uygun Sızdırmazlık Ürün Güvenliği İçin Kritik
Güvenli bir sızdırmazlık, çevresel bozulma ve kontaminasyona karşı ilk savunma hattıdır. Özellikle uzun raf ömrü gerektiren ürünler için, örneğin alüminyum folyo gıda maddeleri gibi ürünlerde, sızdırmazlık bütünlüğü veya kompozit poşetlerde,.
n/a değildir. Zayıflatılmış bir sızdırmazlık, nemin, oksijenin ve bakterilerin içeri girmesine izin verir, bu da hızlı bozulmaya veya ürün başarısızlığına yol açar.
Koruma ötesinde, düzgün sızdırmazlık hırsı kanıtı ve fiziksel kapsama sağlar. Yüksek hacimli üretimde, sabit sıcaklık düzenlemesi (0-300°C) ve ayarlanabilir basınç sunan bir makine kullanılarak her paket hattı hermetik olarak sızdırmaz çıkacaktır. Bu tutarlılık, sızıntıları önleyerek ve son tüketicinin ürünü tam olarak hedeflendiği gibi almasını sağlayarak marka itibarını korur.

Sızdırmazlık Gücü ve Kalitesini Etkileyen Ana Faktörler sızdırmazlık bütünlüğü.
Güvenilir bir paket elde etmek sadece bir butona basmaktan ibaret değildir; birkaç teknik değişkenin dengelenmesini gerektirir. Yüksek hacimli bir üretim hattı çalıştırılıyor olsun ya da küçük parti operasyonu olsun, sızdırmazlığın arkasındaki mekaniğin anlaşılması, ürün kaybını önlemek için esastır. Makinelerimizi operatörlere bu kritik faktörler üzerinde tam kontrol sağlayacak şekilde tasarlıyoruz ki tutarlı bir
Sızdırmazlık Sıcaklığı ve Kalıcılık Süresi.
- Isı ile zaman arasındaki ilişki, herhangi bir termal sızdırmazlık sürecinin temelidir. Sıcaklık çok düşükse, malzeme erime noktasına ulaşamaz ve strese dayanamayan zayıf bir “tac” sızdırmazlığı oluşur. Çok yüksekse, film bozulur, kırılganlaşır veya yanar. Sıcaklık Aralığı: Sürekli bant sızdırmazlarımız ayarlanabilir bir aralık sunar. 0-300°C (392°F).
- . Bu geniş aralık, malzemenin erime noktasına bağlı olarak hassas ayarlama yapılmasına olanak tanır. Termal Tutarlılık: kuru bakır ısıtma blokları FR-900 serimizde. Bakır, standart çeliğe göre üstün termal iletkenlik sağlar, hızlı ve sürekli çalışma sırasında bile sıcaklığın istikrarlı kalmasını sağlar.
- Kalıcılık Zamanı: Bu, konveyör hızıyla belirlenir; hız ayarlanabilir olup 0-12m/dk. Daha yavaş bir hız, daha fazla ısı enerjisinin daha kalın filmlere (0,80 mm'ye kadar) iletilmesini sağlayarak dwell time'ı artırırken, daha hızlı hızlar ise ince malzemeler için çıktı akışını artırır.
Vakum/Sızdırmazlık Basıncı ve Kuvvet Dağılımı
Isı malzemeyi eritir, fakat katmanları birleştiren basınçtır. Yeterli kuvvet olmadan, erimiş plastik bile bütünleşik bir bağ oluşturmaz. Sürekli bantlı kapama makinelerimizde basınç tekerleği, soğutma blokları arasından geçerken ısıtılmış filmi sıkıştırmada kritik rol oynar.
- Tekdüzelik: Tüm boyunca mühür genişliği (standart 6mm, 10mm veya 12mm olarak standartlaştırılmış) hava boşlukları ve zayıf noktaların önüne geçer.
- Ayarlama: Basınç, poşet kalınlığına göre kalibre edilmelidir. Daha kalın kompozit poşetler, iç ambalajlayıcı katmanların tamamen birleşmesini sağlamak için daha yüksek sıkıştırma gerektirir; bu, paketin nihai çekme mukavemeti üzerini doğrudan etkiler.
Malzeme Seçimi ve Bariyer Özellikleri
Farklı ambalaj malzemeleri ısı ve basınca farklı şekilde tepki verir. Basit Polietilen (PE) için işe yarayan bir ayar, çok katmanlı bir laminatta muhtemelen başarısız olur. Malzemenizin özgül termal özelliklerini anlamak, makineyi doğru kurmanın anahtarıdır.
- Plastik Filmler (PE/PP): Genellikle daha düşük sıcaklıklar ve daha hızlı hızlar gerektirir.
- Laminatlar ve Folyo: Şunun gibi malzemeler: toplu alüminyum folyo veya Mylar ısı yalıtıcıları görevi görür. Metal tabakasından sızıntı aracılığıyla yapışkan arayüzüne ısı iletmek için daha yüksek sıcaklık ayarları ve daha yavaş konveyör hızları gerektirir.
- Kalınlık: Makinelerimiz filmlerden şunları işler 0.02mm ile 0.80mm. KALINLIĞI arttıkça ısı transferine karşı direnç artar, bu da dengelemek için ayarlamalar yapılmasını gerektirir minimum sızdırmazlık gücü.
Çevresel Koşullar ve Kontaminasyon
Kusurlu olmayan makine ayarlarına rağmen dışsal faktörler contayı etkileyebilir. Endüstriyel ortamlarda conta bölgesinin temizliği genellikle göz ardı edilir ancak kritik öneme sahiptir.
- Kontaminasyon: Conta bölgesinde bulunan toz, pudra, yağ veya sıvı, plastik katmanların birbirine kaynaşmasını engelleyen bir bariyer görevi görür. Bu, kanal sızıntılarının yaygın bir nedeni̇dır.
- Bileşen Aşınması: Aşınmış Teflon kayışlar dengesiz ısıtmaya veya doku aktarım sorunlarına yol açabilir. Paketleme halkalarının düzenli olarak incelenmesi, çevresel aşınma ve yıpranmanın nihai çıktı kalitesini bozmadığını sağlar.
Kutup Standardları için Sızdırmazlık Gücü Testi Endüstri Standartları
Ambalaj dünyasında tahmin etmek seçenek değildir. Makinelerimiz tarafından üretilen kapakların—hem sürekli bant kapatma makinesi hem de vakum ünitesi olsun—gerçek dünya tedarik zinciri zorluklarına dayanabileceğini sağlamak için kabul edilmiş standartlara güveniyoruz. Bu ASTM protokollerine uyum sağlamak, sızdırmazlık bütünlüğü ve marka itibarınızı korur.
ASTM F88: Conta Sızdırmazlık Gücü İçin Standart Test Metodu
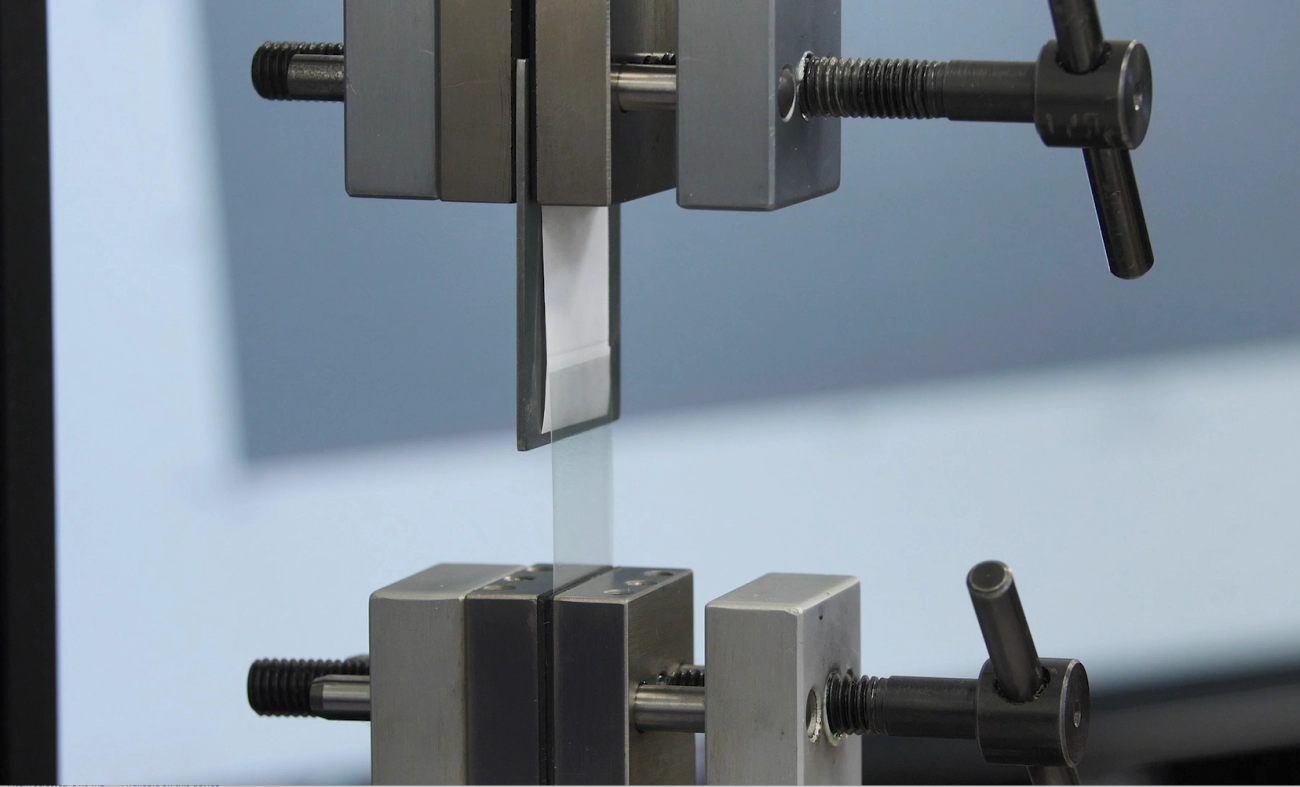
Bu, endüstri standardı olarak ölçülmek için kullanılan ölçüttür çekme mukavemeti bir sığınak kilidi. ASTM F88, kapatılmış malzemenin bir inçlik bir şeridini kesmeyi ve katmanları ayırmak için gerekli kuvveti ölçmek üzere kontrollü bir hızda çekmeyi içerir.
- Teknik Kuyruk tutma yöntemi (Teknik A, B veya C), çekiş sırasında malzemenin nasıl desteklendiğini belirler.
- İlişkililik: Bu sızdırmazlık makinesinin ısıtma, basınç ve süre ayarlarının kullanılan belirli malzeme için yeterli olup olmadığını bize söyler.
İşletmeler yararlanırken gıda ambalajı için PE malzemesi, ASTM F88 testini geçmek, kimyasal bağın endüstriyel olarak açılmayı önleyecek kadar güçlü olduğunu ve son kullanıcı için fonksiyonelliğini sürdüğünü doğrular.
ASTM F1140 ve F2054: Patlama Test Yöntemleri
Çekme testleri sızdırmazlığın belirli bir bölümüne bakar, patlama testi tüm paketin dahili basınca karşı dayanıklılığını değerlendirir.
- ASTM F1140: Bu, paket patlayıncaya kadar şişirilen aralıksız bir testtir. Mühürdeki veya malzemedeki en zayıf noktayı belirler.
- ASTM F2054: Bu, paket genleşmesini sınırlamak için kısıtlama plakaları kullanır; gerilimi doğrudan sızdırmazlık çevresine yönlendirir.
Bu testler, belirlemek için hayati öneme sahiptir minimum sızdırmazlık gücü kargo sırasında irtifa değişiklikleri veya fiziksel sıkıştırma esnasında patlamaları önlemek için gerekirdi.
ASTM F2824: Soyulabilir Kapaklar İçin Mekanik Testler
Esnek kapaklarla iyice kapatılmış rijit kaplar için ASTM F2824, kapağın tepsiden ayrılması için gereken mekanik kuvveti ölçer. Bu standart, güvenli bir kapanış ile tüketici kolaylığı arasındaki dengeye odaklanır. Özellikle şu durumlarda önemlidir: ambalajda alüminyum folyonun rolünü anlama, folyo kapaklar, zor açılacak kadar mümkün olmadan hermetik bir bariyer sağlamalıdır. Bu veriyi, yapışkan katmanın aşırı kaynaşmadan doğru şekilde aktive edilmesini sağlayacak şekilde sıcaklık ayarlarını ince ayarlamak için kullanıyoruz.
Conta Sızdırmazlık Güçünü Ölçme ve Hesaplama Nasıl Yapılır

Fabrika dışına çıkan endüstriyel sızdırmazlık makinelerimizin, FR-900 serisi gibi, sunduklarından emin olmak için sızdırmazlık bütünlüğü güvenli taşımacılık için gerekli olanı sadece tahmin edemeyiz. Somut verilere ihtiyacımız var. Sızdırmazlık gücünü ölçmek, bağlantının gerekli şartları karşılayıp karşılamadığını belirlemek için belirli hazırlık ve hesaplama yöntemlerini içerir. minimum sızdırmazlık gücü özel uygulamanız için.
Test Numunesi Hazırlığı ve Teknikleri (A, B ve C)
Doğru veriyi elde etmek, numuneyi nasıl kestiğinizle başlar. Her zaman, mühürün dikeyine dik kesilmiş, genellikle 1 inç (25,4 mm) veya 15 mm genişliğinde, izlediğiniz standaşa bağlı olarak tekdüze bir şerit kesmeyi tavsiye ederim. Kenarlar temiz ve erken yırtılmayı önlemek için notalardan arınmış olmalıdır.
Çekme testi yaparken (genellikle evrensel bir test makinesi kullanılarak), numuneyi tutmak için üç standart teknik kullanılır:
- Teknik A (Desteklenmiyor): Numunenin tutma yerleri arasında serbestçe asılı bırakılmıştır. Bu en yaygın yöntemdir ancak malzemenin sertliğinden etkilenebilir.
- Teknik B (Destekli 90°): Numunenin kuyruğu elle veya 90 derecelik bir açıyla tutucuyla desteklenir. Bu, soyulma açısının sonuç üzerindeki etkisini azaltır.
- Teknik C (Destekli 180°): Örnek, sert bir hizalama plakası tarafından desteklenmektedir. Bu, için en agresif testtir çekme mukavemeti ve çanta esnekliğinin değişkenini en aza indirir.
Maksimum ile Ortalama Conta Dayanımı Hesaplanıyor
Bu testleri çalıştırdığımızda, ekipman bir kuvvet-yer değişimi eğrisi üretir. İki kilit metriği ayırt etmek çok önemlidir:
- Maksimum (zirve) sızdırmazlık gücü: Bu, conta ayrılmaya başlamadan veya malzeme kırılmadan önce kaydedilen en yüksek kuvvettir. Bu sayı, anlamak için kritiktir patlama testi limitler—paketin ne kadar ani basınca dayanabileceği.
- Ortalama Conta Dayanımı: Bu belirli bir mesafeye kadar mühürün tabakasını ayırmak için gereken ortalama kuvveti hesaplar. Bu, özellikle düzgün bir açılış deneyimi gereken soyulabilir mühürler için tutarlılığın daha iyi bir göstergesi olabilir.
Yoğun hizmet uygulamaları için 10 mm veya 12 mm conta genişliklerinde genellikle paket sıkışma altında kapalı kalmasını sağlamak amacıyla Zirve Gücü önceliklendiririz.
Arızaların Yorumlanması ve Test Sonuçları
Ekrandaki sayı sadece hikayenin yarısıdır; nasıl mühür arızası bana makinede neyin ayarlanması gerektiğini tam olarak söyler.
- Yapıştırma Arızası (Soğuk Bırakma): Mühür iki katman arasında temizce ayrılır. Kuvvet çok düşükse, genellikle temiz bakır ısıtma bloklarındaki sıcaklığı artırır ya da baskı tekerleği gerilimini yükseltirim.
- Kohesif Arıza: Mühür ayrılır, ancak her iki tarafta da malzeme kalıntısı bırakır. Bu, genellikle kese sürdürülebilirliği yoğunlaştırılmış malzemelerde mühürleyici katmanın dahili olarak ayrıldığı durumlarda görülür.
- Malzeme Yırtılması (Yırtık): Malzeme mühür alanı dışında kopar. Bu, yapışmayan uygulamalar için ideal sonuçtur. Bu, mührün filmi kendisinden daha güçlü olduğu anlamına gelir.
- Gerinme (Elongation): Malzeme kırılmadan önce önemli ölçüde gerilir. Bu, PE filmlerinde yaygındır ve konveyör hızını kontrol etmek gerekir, böylece mühürleme sırasında plastik aşırı ısınmaz ve incelmez.
Yaygın Mühürleme Ekipmanları ve Teknolojisi

Doğru makineleri seçmek, temelimizi oluşturur Mühür Genişliği Güç Rehberi. Kullandığınız teknoloji, endüstriyel uygulamalar için gerekli olan kritik 10 mm veya 12 mm mühür genişliğini sürekli elde edip edemeyeceğinizi doğrudan belirler. Ekipmanı, ısıtma yöntemlerine ve otomasyon seviyelerine göre sınıflandırıyoruz; her biri sızdırmazlık bütünlüğü.
İmpuls ve Sabit Isı Mühürleyiciler
Düşük hacimli veya masa üstü operasyonlar için genellikle impuls mühürleyicilere bakarız. Bu üniteler, çeneler kapalıyken ısı uygularlar, enerjiyi tasarruflu ve manuel kullanım için güvenli hale getirir. Temel için mükemmeldir mühürleyici torbalar polietilen (PE) veya polipropilen (PP) ile yapılmış olanlar; ince mühür (genellikle 2 mm ile 5 mm) hafif öğeler için yeterlidir.
Buna karşılık, sabit ısı mühürleyiciler sürekli olarak belirli bir sıcaklığı korur. Bu teknoloji, daha kalın malzemeler olan Mylar veya folyo laminatları gibi daha yüksek, sabit termal enerjiye ihtiyaç duyan durumlar için hayati öneme sahiptir. Endüstriyel kurulumlarımız bu sabit ısı yöntemini kullanarak mühürün gerilim altında başarısız olmamasını sağlar.
- Dürtü: Ince filmler için en uygun (0.02mm-0.05mm) ve aralıklı çalışma.
- Sürekli Isı: Kalın laminatlar ve yüksek hızda üretim için gereklidir.
Otomatik Bant ve Vakum Paketleme Sistemleri
Yüksek hacimli ambalaja geçtiğimizde, otomatik bant ve vakum paketleme sistemleri standart hale gelir. FR-900 serisi Sürekli Bant Sızdırmazlık Makineleri bu iş yükünü karşılamak üzere tasarlanmıştır ve 0-12m/dk arasında ayarlanabilir hızlar sunar. Manuel seçeneklerin aksine, bu makineler yalın bakır ısıtma ve soğutma blokları. kullanır. Bu, geniş dikişlerin (10mm veya 12mm) soğuk nokta olmadan eşit şekilde yapıştırılmasını sağlayan 300°C'ye kadar hızlı, istikrarlı sıcaklık regülasyonuna olanak tanır.
Bu sistemler, gıda koruyucu film türleri, örnek olarak kompozit torbalar ve alüminyum folyo dahil olmak üzere çeşitli malzemeleri.
işleyebilecek kadar çok yönlüdür. Konveyör mekanizması 5kg'a kadar yükleri destekler, bu da makinenin ağırlığı idare ettiği ve sızdırmazlık bantlarının gerekli basınç ve ısıyı uyguladığı anlamına gelir.
- Bant Sızdırmazlık Makinelerinin Anahtar Özellikleri: Bant Genişliği:.
- Malzeme Çeşitliliği: Değişken güç ihtiyaçlarına göre standart 6mm, 10mm ve 12mm olarak belirlenmiştir.
- PE, PP ve Alüminyum Folyo ile çalışır. Entegre Fonksiyonlar:.
Aynı anda sızdırmazlık, kabartma ve taşıma.
Test Donanımları ve Çekme Dayanımı Test Cihazları. Çekme mukavemeti istihbaratçılar mühürlü alanı kırmak için gereken tam kuvveti ölçmek amacıyla kapalı alanı ayırır. Bu veri, paket için amaçlanan yük için mühür genişliğinin yeterli olup olmadığını doğrular.
Ayrıca patlama testi, kırılana kadar poşeti basınçlandıran aparatları kullanıyoruz. Bu, mühürün zayıf nokta olup olmadığını yoksa malzemenin kendisinin önce mi başarısız olduğunu belirlememize yardımcı olur. Düzenli testler, makinede sıcaklık (0-300°C) ve basınç gibi parametrelerin doğru kalibre edildiğini, zayıf mühürleri veya malzemenin incelmesiyle “fazla mühürleme”yi önlemek için sağlar.
Güvenli Bir Sıkışma Sağlamaya Yönelik Adım Adım Kılavuz

Endüstriyel paketleme makinelerinizden en iyi verimi elde etmek için tekrarlanabilir bir sürece ihtiyacınız var. Tutarlı bir Mühür Genişliği Güç Rehberi standart elde etmek sadece makineyi çalıştırmakla ilgili değildir; aynı zamanda belirli malzemenize uygun olan “Mührün Üçlüleyen”—sıcaklık, basınç ve hız—ayarlamasıdır. Yüksek hacimli bir hat mı çalıştırıyorum yoksa küçük bir parti mi, bu adımları izlemek her paketin konveyör bandından tamamen güvenli bir şekilde çıkmasını sağlar.
Mühür Parametrelerini Optimize Etme
İlk adım, sürekli bantlı kapatmayı kalibre etmektir. FR-900 serisi gibi makinelerimiz, saf bakır ısıtma ve soğutma blokları kullanır. Bu, hızlı ısıl iletimi ve stabiliteyi sağlar; belirli bir minimum sızdırmazlık gücü. hedefi için sıcaklık ayarını (0-300°C) konveyör hızına (0-12m/dk) karşı dengelemeniz gerekir.
Sıcaklık çok düşükse veya hız çok yüksekse, yapışkan tabakası yeterince eritilemez ve bağlanmaz. Aksine, aşırı ısı veya yavaş hızlar film yanmasına ve bozulmasına yol açabilir çekme mukavemeti.
Önerilen Parametre Aralıkları:
| Malzeme Türü | 1 | Sıcaklık Ayarı (°C) | Kayıt Hızı | Önerilen Mühür Genişliği |
|---|---|---|---|---|
| PE / PP | 0.02 – 0.05mm | 110°C – 140°C | Hızlı (8-10 m/dk) | 6mm – 10mm |
| Lamine / Mylar | 0.05 – 0.10mm | 150°C – 180°C | Orta (5-7 m/dak) | 10mm |
| Alüminyum Folyo | > 0.10mm | 180°C – 220°C | Yavaş (3-5 m/dak) | 10mm – 12mm |
Not: Her zaman bir deneme yapın. Daha kalın torbalar (0.80mm'ye kadar) ısıtmanın sızdırmaz katmana ulaşması için daha uzun bekleme süreleri gerektirir.
Uygun Pouch Pozisyonu ve Kullanımı
Kusursuz ayarlara rağmen kötü kullanım boşa gider sızdırmazlık bütünlüğü. Torba sızdırmazlık modülüne düz ve ısıtıcı bloklara paralel olarak giriş yapmalıdır. Konveyörlerimiz modeline bağlı olarak 3kg ile 5kg arasında yükleri desteklediğinden, ürün ağırlığının torbayı aşağı çekmesini engelleyin; bu, sızdırmazlık bölgesinde kırışıklıklar oluşturur.
- Kılavuzu Hizala: Torbanın düz girmesi için besleme kılavuzunu ayarlayın.
- Ağzı Düzleştir: Teflon kayışlara çarpılmadan önce sızdırmazlık bölgesini pürüzsüzleştirin. Kırışıklıklar havanın kaçmasına yol açan kanallar oluşturur, hermetiklik sızdırmazlığını tehlikeye atar.
- Ağırlığı Destekleyin: Ürün ağırsa, torba tamamen bandın üzerinde istirahat edecek şekilde konveyör yüksekliğini ayarlayın ve sızdırmazlık çenelerini çekiştirmeyin.
Tüm ambalaj akışınızın optimizasyonuna dair daha fazla içgörü için, blog'umuzu ziyaret edin ambalaj kaynakları blogu operasyonel ipuçları için.
Kapanış Sonrası Muayene ve Kalite Güvencesi
Çanta soğutma bloğundan çıktıktan sonra anında inceleme gerekir. İlk olarak görsel işaretlere bakarım. Şeffaf filmler için temiz bir sızdırmazlık olmalı veya mühür tekeri tarafından baskılanan belirgin, dengeli bir dokuya sahip olmalıdır. Tarihleri baskılamak için kabartma özelliğini kullanıyorsanız, metnin netliği doğru baskı basıncının iyi bir göstergesidir.
Hızlı Kalite Kontrolü:
- Görsel Kontrol: Kabarcıklar, yanıklar veya katlar için bakın. Şeffaf plastikte sütlü veya bulanık bir sızdırmazlık genellikle sıcaklığın çok düşük olduğuna işaret eder.
- Çekiş Testi: Mühürü manuel olarak geri çekin. Malzeme sarsılmaz veya sızdırmazlık bölümünün kendisi ayrışmadan önce gerilir veya kopar. Bu, yeterli baskı uygulamasını doğrular. çekme mukavemeti.
- Patlama Kontrolü: Havayla dolu torbalar için paketi sıkıştırın. Sızdırmazlıkta patlar gibi çıkarsa, muhtemelen sızdırmazlık genişliğini 12 mm'ye çıkarmanız veya sıcaklığı hafifçe yükseltmeniz gerekir.
Teflon kemerlerinizin durumunu düzenli olarak kontrol etmek de hayati; aşınmış kemerler eşit ısı transferini ve sızdırmazlıkta zayıf noktaları yol açar.
Yaygın Sızdırmazlık Sorunlarını Giderme
FR-900 serisi gibi endüstriyel sınıf makineler bileyse, operatörlerin karşılaştığı zorluklar olabilir. Isı, hız ve basınç arasındaki mükemmel dengeyi elde etmek bir sanattır. Paketleme hattınız bir sıkışıklık yaşadığında temel nedeni hızlıca teşhis etmek zaman kazandırır ve malzeme israfını azaltır. İşte yüksek kaliteyi korumak için en sık karşılaşılan sorunları ele alış biçimimiz sızdırmazlık bütünlüğü.
Zayıf veya Tutarsız Sızdırmazlık Gücü
Paketiniz çok az çaba ile açılıyorsa, gerekli olanı başaramamışsınız demektir minimum sızdırmazlık gücü. Bu genellikle yetersiz ısı transferi veya yetersiz dwell süresinden kaynaklanır. Sürekli bantlı sızdırmazlıklarda, konveyör hızı çok yüksek (maksimum 12 m/dk yaklaşımı) ayarlanırsa, çanta ısıl alanında moleküler tabakaları kaynaştıracak kadar uzun süre kalmaz.
- Sıcaklığı Kontrol Edin: Ayarınızın malzeme kalınlığına uygun olduğundan emin olun. Daha kalın laminatlar 300°C sınırına daha yakın sıcaklıklara ihtiyaç duyarken, ince PE çok daha azına ihtiyaç duyar.
- Isıtma Bloklarını İnceleyin: Makinelerimiz istikrar için saf bakır bloklar kullanır, ancak kirli veya yanlış hizalanmışlarsa ısı transferi düşer.
- Tüketilebilirleri Değiştir: Aşınmış veya yanmış Teflon kemer istenmeyen bir yalıtkan görevi görür. Bu kemerler düzenli olarak değiştirildiğinde ısı, torba boyunca gerçekten ulaşır.
Malzeme Erimesi, Yanması veya Kıvrılması
Aşırı sızdırmazlık, yetersiz sızdırmazlık kadar sorunludur. Plastik kıvrılıyor, küçülüyor veya yanıyorsa enerji girişi çok yüksektir. Kıvrılma genellikle soğutma aşaması yetersiz olduğunda veya baskı tekerleği çok sıkı sıkıldığı için film sürüklendiğinde meydana gelir.
- Sıcaklığı Düşürün: Isıyı küçük adımlarla geri alın.
- Baskıyı Ayarlayın: Kabartma veya baskı tekerinden aşırı kuvvet, eritilmiş plastik sızma bölgesinden sızdırılarak malzemeyi inceltir ve bariyeri bozar.
- Malzeme Uyumluluğu: Sızdırmazlık yaptığınız şeye dikkat edin. Gerekli olduğunda yüksek ısıya ihtiyaç duyabilirsiniz gıda için uygun alüminyum folyo seçerken ambalajlama, aynı ayar standart polipropilenin anında erimesine neden olur.
Sızıntıları ve Kanal Kusurlarını Belirleme
Kanal kusurları—filmle bağlanmayan sızdırmazlıktaki küçük tüneller—atesin düşmanlarıdır kese sürdürülebilirliği ve raf ömrüdür. Bunlar genellikle poşet makineye düz olarak beslenmediğinde veya ürün tozu (un veya baharatlar gibi) sızdırmazlık bölgesine karıştığında meydana gelir.
Bunları tespit etmek için hızlı bir patlama testi prosedür veya baloncukları görmek için suya daldırma testi gerçekleştirin. Sızıntılar devam ederse:
- Sızdırmazlığı Genişletin: 6 mm'den 10 mm veya 12 mm sızdırmazlık genişliğine geçmek, küçük boşlukları köprülemek için daha fazla yüzey alanı sağlar.
- Konveyörü Hizala: Konveyör yüksekliği ve açısı, torbanın kalıplar oluşturmadan tamamen düz bir şekilde ambalaj istemine girmesini ve sızıntıya dönüşen kırışıkların oluşmamasını sağlar.




